daedalusminos
Member
- Messages
- 2,469
- Location
- Norwich
Water pump from 1956 Vauxhall Velox E Series....
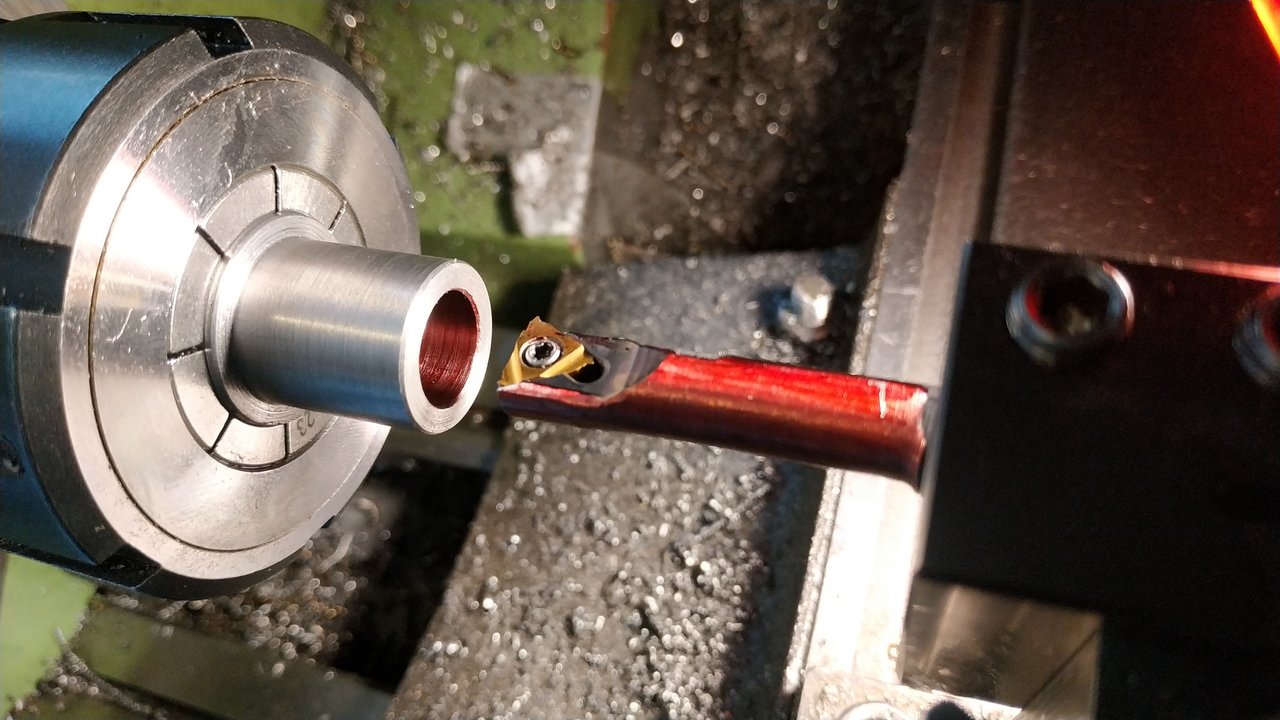
Impeller seal surface was shot plus me leaving it overnight in citric acid meant it was no longer an interference fit on the bearing shaft. Time for a repair sleeve.

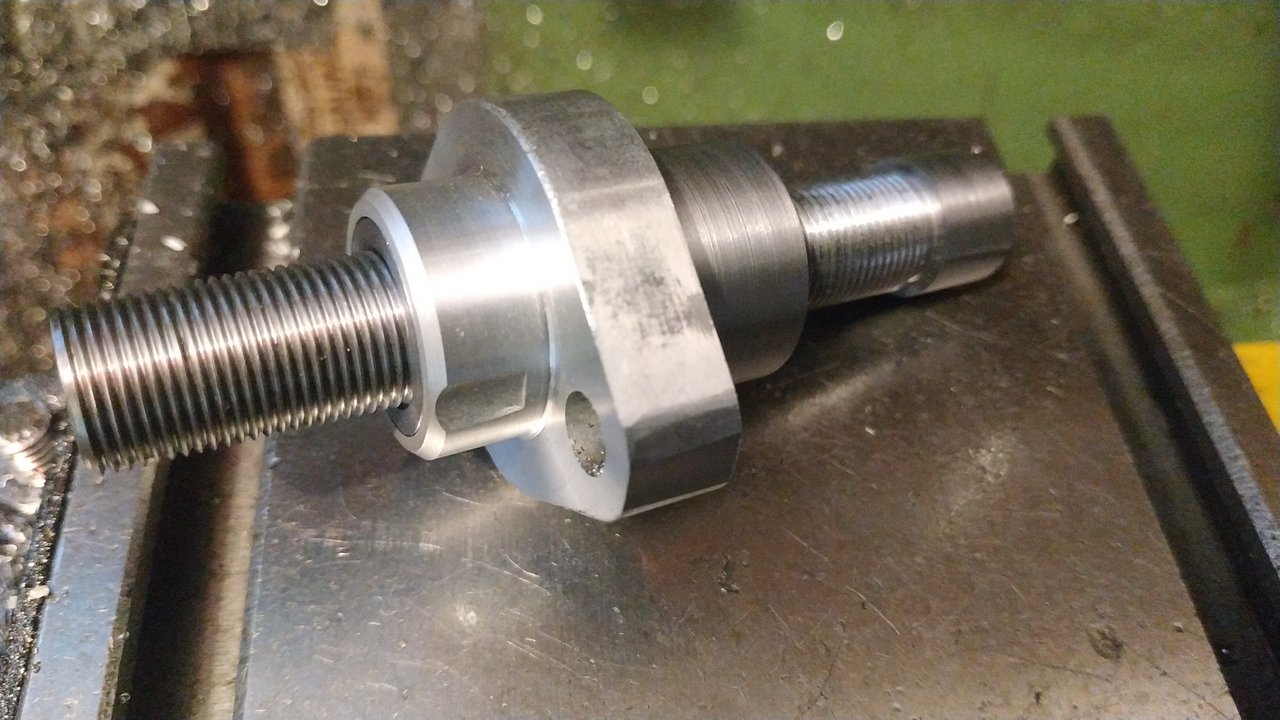
0.002" interference fit inside and out...

New bearing, new seal, job done...
Impeller seal surface was shot plus me leaving it overnight in citric acid meant it was no longer an interference fit on the bearing shaft. Time for a repair sleeve.
0.002" interference fit inside and out...
New bearing, new seal, job done...
 No idea why /how either.
No idea why /how either.




 What he said. If you want to play around with different thread engagements (as opposed to the circa 75% that the diameter – pitch thing assumes) I made a calculator:
What he said. If you want to play around with different thread engagements (as opposed to the circa 75% that the diameter – pitch thing assumes) I made a calculator: 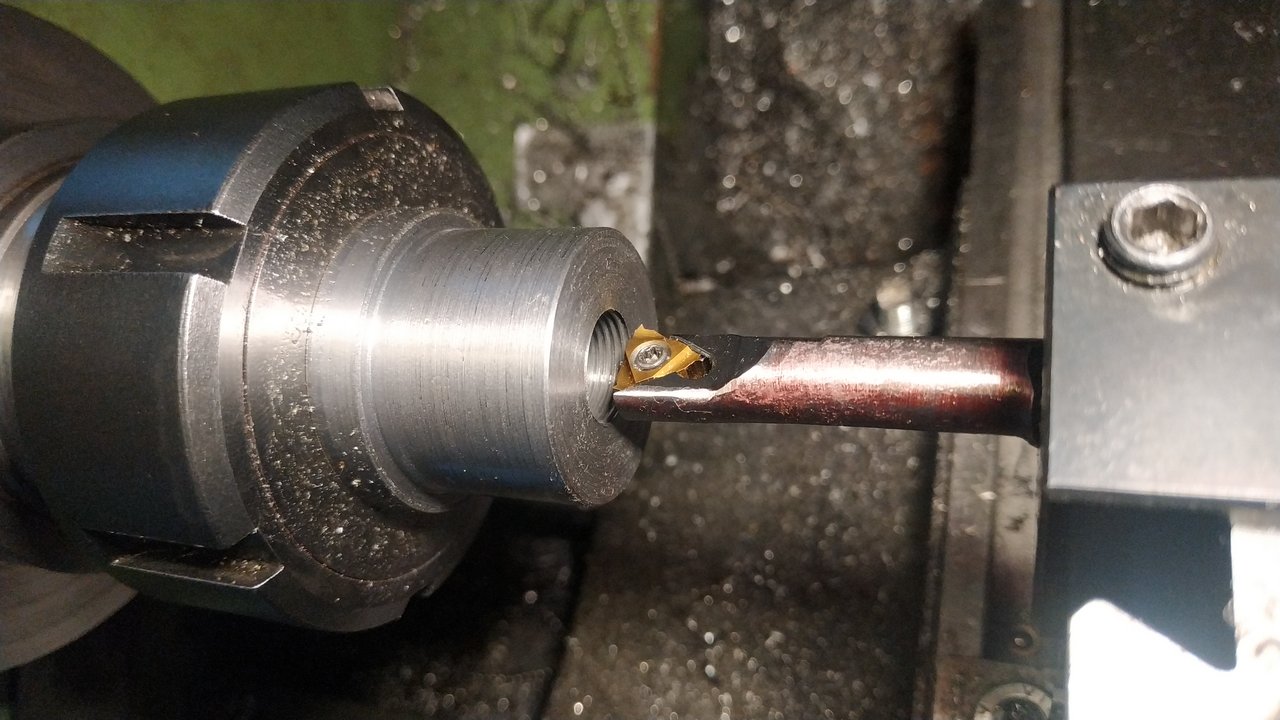


")