



Clarke 90EN - Can it really weld 4mm steel?
I've always wondered whether the "hobby" mig welders were any good. The challenge for the Clarke 90EN review was to see whether it would weld at all, and then to test out the manufacturer's claims and see if it could really weld up to 4mm thick steel.
Actually the answer was a fairly straight no (see the calculator for predictions), but the machine itself was reasonable nice to use. The page is included here as it includes some tips on joint preparation that will increase the thickness capability of small welders.
The Clarke 90EN MIG Welder
That's just 90 amps. But it's a natty little welder that can do both gas and gasless welding. The knobs at the bottom marked "+" and "-" are for attaching the earth wire and power feed to the gun. The wires can be changed over to go from gasless to gas shielding welding. (The photo shows the set up for gasless with a positive earth).
Machine Mart claims "Power settings from 24 - 90amps. Welds mild steel up to 4mm thickness." Which seems quite a lot for such a little welder so I thought I'd put it to the test. I set it up with 0.8mm steel wire and Argon/CO2 mix shielding gas.

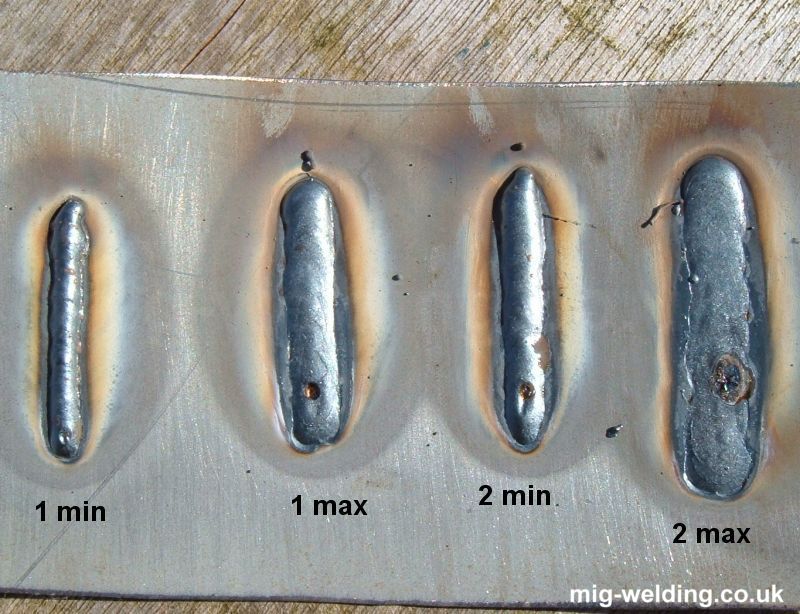
The welder works very well on thin metal. Here are some welds on 1.5mm sheet at different power settings (which are marked below the welds). I'd assumed the order of increasing power would be 1min, 1max, 2min, 2max. But I admit I haven't read the manual. The order of increasing power appears to be 1min, 2min, 1max, 2max.
The results are just as good as more expensive welders for 1.5mm steel, although the welder did seem a little more sensitive to wire speed settings than my normal 155 amp welder.
The duty cycle is worse for this one as well, but I normally spend 10 minutes preparing for every 1 minute welding so for car welding so that wouldn't be a problem for me.
Let's try some 2mm sheet
Back to the point of the exercise. With the power cranked up to maximum I had a go at 2mm sheet steel. I welded very slowly to try and get as much heat as possible into the weld. It ended up looking quite neat.
Most of this MIG welding tutorial is aimed at thin metal where the aim is to reduce penetration to avoid blowing holes. For thicker metal don't weave.

The penetration was reasonable. It took a little time for the metal to heat up, so the first 15mm is a bit marginal, but once I'd got going the penetration was perfectly acceptable.
Had I been using a more powerful welder I'd have rejected the weld, turned the power up another notch and welded a bit faster which would have improved the penetration at the start. But since we were already at max I'll be kind and accept the little welder's attempt at 2mm steel.

3mm sheet
So already wanting more power I decided to try some 3mm steel.
With the the power still set at maximum I tried butting two sheets of 3mm steel together. Maybe welding even more slowly would be enough to get some penetration.

Nope - no sign of any penetration on the reverse.
You've got to watch this with MIG. Welds made with low power can look nice but have absolutely no penetration.
With MIG the heat of the weld pool melts the parent metal. If the metal is thick and amps are low the heat is sucked away too quickly and doesn't have a chance to penetrate the parent metal.

I tried a bend test in the vice. It took a bit of hammering to break the weld, but when it did break the weld broke in two which means it was less strong than the steel it was trying to join together. Penetration turned out to be very poor, with the weld barely penetrating a quarter of the way through the sheet.
So we can't weld 3mm sheet never mind 4mm.
Let's try adding a V and a root gap to the 3mm sheet.
Thick sheets are hard to weld, so it's probably not unreasonable for the manufacturers to expect us to do a little preparation.
Here I've tapered the edges of the 3mm sheet to create a 90 degree V. Also I've spaced the two sheets apart by 1mm (root gap). That's about all I can do to help the poor welder. The weld looks neat, how's the penetration?

Once again the penetration was quite good once the welder got going. But for the first 15mm the welder couldn't get the metal hot enough and penetration was poor. Again, even with the V and the root gap I find myself reaching for another power setting.
Penetration could be improved with gasless wire which should be run on the opposite polarity to gas shielded wire. I've not tried that in this test.

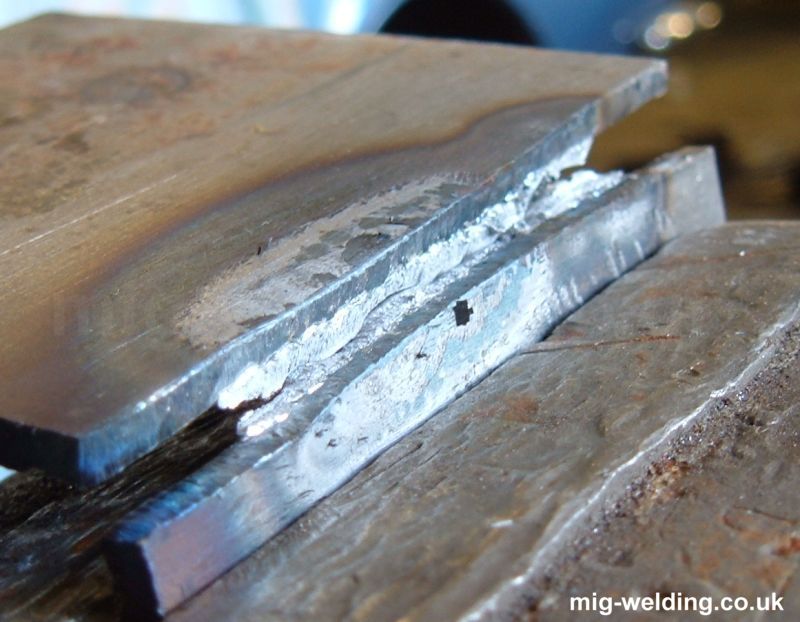
I tried another bend test. This time the parent metal broke rather than the weld, which is a good sign that some of the weld was OK (apart from that first 15mm where there just wasn't enough heat - there the weld broke before the metal).
It seems unfair to even ask the welder to try anything more than 3mm, never mind claim that it can manage it.

Conclusions
I've never been able to understand manufacturer's claims for MIG welders. At best they are misleading. It's the same with my 155 amp welder. I can butt two sheets of 3mm together and make a reasonable weld. With a V and a root gap I can maybe do 5mm. But the 6mm the manufacturer claims? No chance. The manufacturers assume the use of gasless wire used with the appropriate polarity AND some fairly involved prep work.
The calculator provides estimates for the thickness MIG welders can achieve at each power setting. It guesses about 2mm max for the Clarke 90 which seems about right.


