TIG Welding Tutorial - Fillet Welds
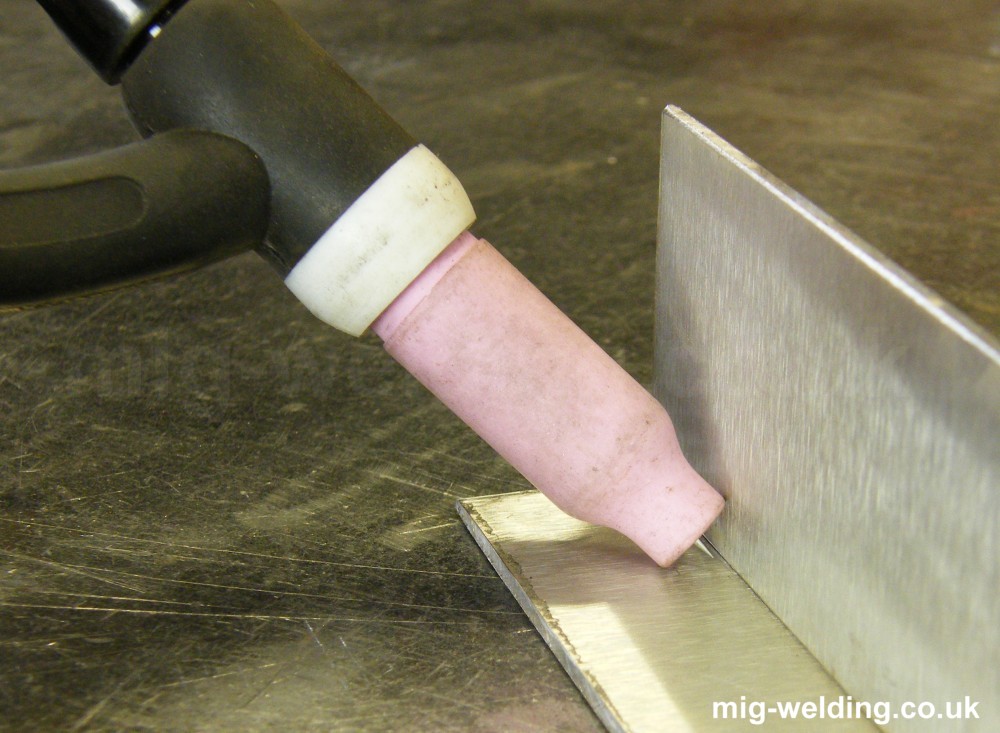
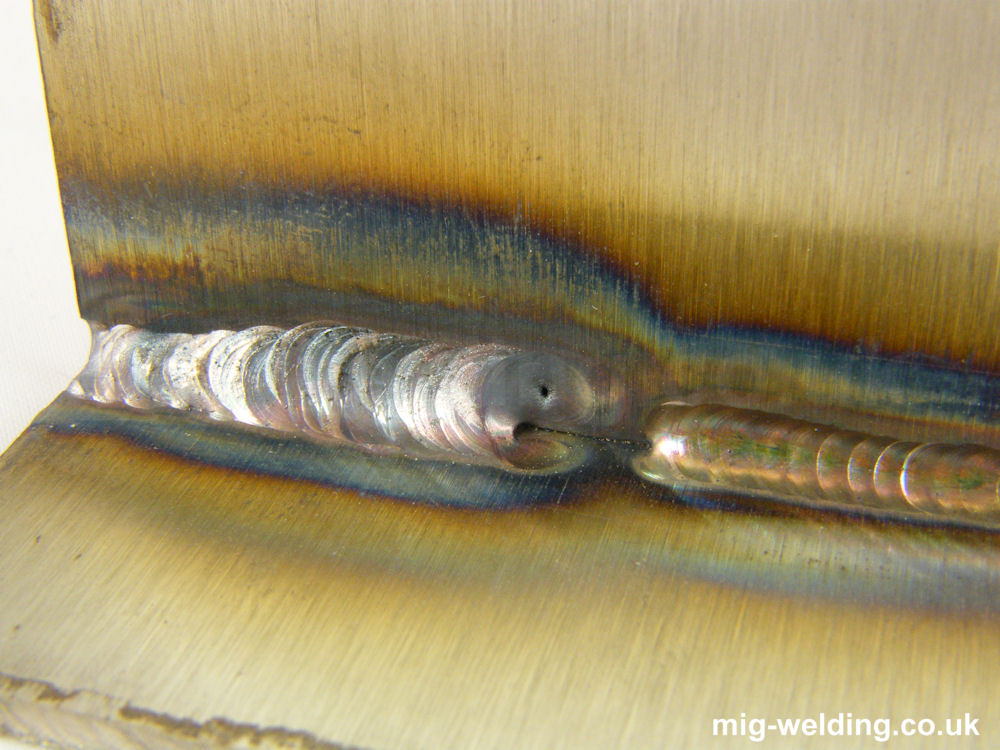
The torch is angled at 45 degrees to the corner of the fillet (tilt angle) and also angled back about 20 degrees towards the direction of travel (slope angle). The metal is 2mm stainless, and we set the machine to 75 amps (see the tig amp chart).