Hood
Member
- Messages
- 17,556
- Location
- Carnoustie, Scotland
I like to be different
I have always used a bearing and assumed everybody else did too
")




I like to be different
I have always used a bearing and assumed everybody else did too

Nah, that's because I wear my specs upside downIs that why your lathe tools are always upside down and you turn in reverse, and from the chuck towards the tailstock?
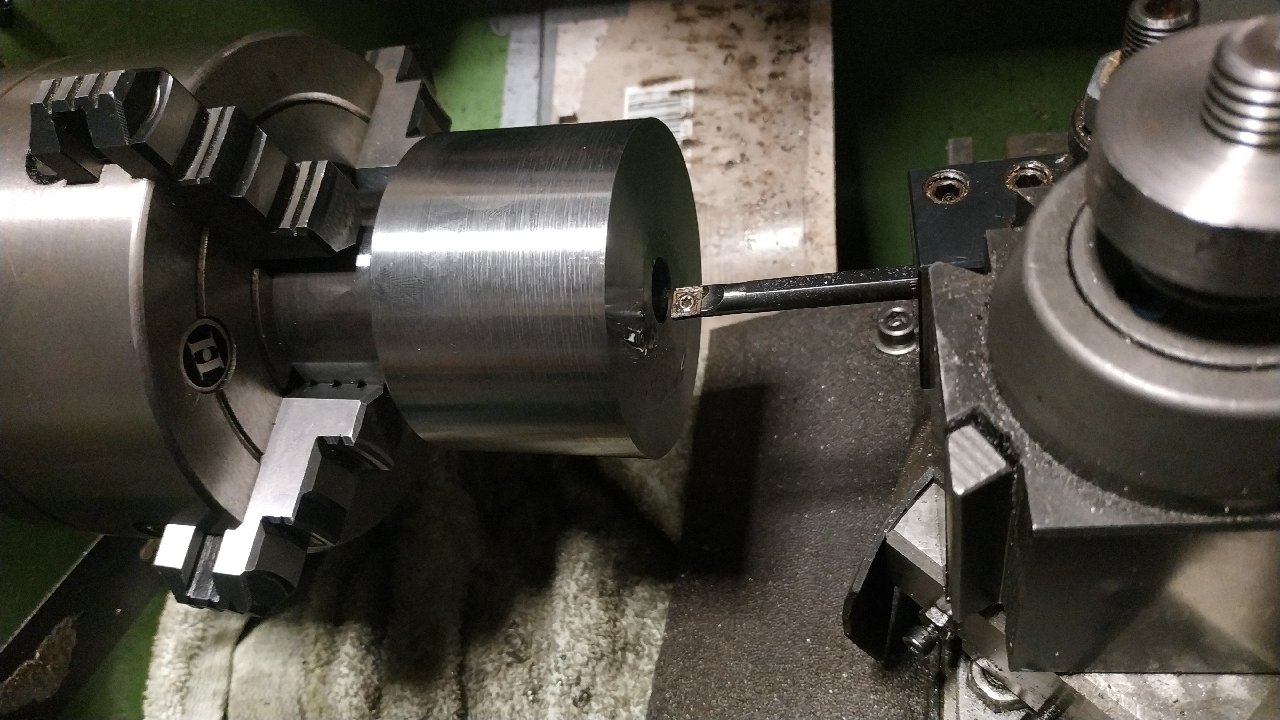
 ) in 30mm.
) in 30mm.  .
. . Once I engaged the leadscrew feed at about .005"/rev it all started to come together.....
. Once I engaged the leadscrew feed at about .005"/rev it all started to come together..... - great learning experience though.
- great learning experience though.
.jpg")
.jpg")
.jpg")

.jpg")

.jpg")
Picked up one of these for a fiverThis is a question about something I would like to machine....... but rather than start a new thread I thought i would throw it out here
I have an old radius dresser and as I would like to be able to turn radius's on the lathe to make some ball end handles I was wondering if I could repurpose this?
The idea would be to mount it to the cross slide and make a HSS or carbide bit. I am wondering if rigidity will be an issue, although the home made radius turners I have seen don't seem that rigid.....
Would look a bit like this
View attachment 206612
Any thoughts?
Cheers,
MM