
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Taper on cut edge
- Thread starter Brad93
- Start date

gordon stephenson
Member
- Messages
- 7,468
- Location
- Skelton in Cleveland U.K.
When I hand cut with plasma, to take into account the slight taper, If i'm cutting a circle that I need, I cut clockwise,If the outside of the circle is needed I cut anti-clockwise, Easy to remember, the circle is like a clock face so cut clockwise, And obviously if you want the "hole" cut anti-clockwise.
Brad93
Member
- Messages
- 19,429
- Location
- Essex, United Kingdom
Yep machine does all that automatically.When I hand cut with plasma, to take into account the slight taper, If i'm cutting a circle that I need, I cut clockwise,If the outside of the circle is needed I cut anti-clockwise, Easy to remember, the circle is like a clock face so cut clockwise, And obviously if you want the "hole" cut anti-clockwise.


Brad93
Member
- Messages
- 19,429
- Location
- Essex, United Kingdom
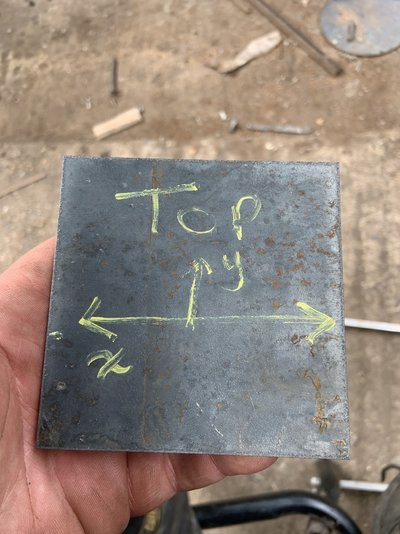
I can’t see how using this arrangement of x4 pointed set screws, you can allow for 3 degrees of the torch in the x-axis.
Obviously it works for the y axis I’ve got that bang on 90°
Obviously it works for the y axis I’ve got that bang on 90°


Brad93
Member
- Messages
- 19,429
- Location
- Essex, United Kingdom
I’ve **Language**ed around with feeler gauges, and got within 3.5 - 4° of taper all the way round the part.
Think that’s the best I’m gonna get.
@doubleboost John, I’d be interested to know what sort of taper you are getting on 5mm steel.
Think that’s the best I’m gonna get.
@doubleboost John, I’d be interested to know what sort of taper you are getting on 5mm steel.
- Messages
- 13,576
- Location
- England
Are you working on the original Swiftcut settings Brad?
The original settings were rubbish, we spent some time doing test plates to get it setup to suit our needs.
Even then, if using badly scaled plate I used to slow it down a touch and up the voltage by a couple.
The original settings were rubbish, we spent some time doing test plates to get it setup to suit our needs.
Even then, if using badly scaled plate I used to slow it down a touch and up the voltage by a couple.
Fraserb
Member
- Messages
- 1,561
- Location
- Scottish Borders
I’ve **Language** around with feeler gauges, and got within 3.5 - 4° of taper all the way round the part.
Think that’s the best I’m gonna get.
@doubleboost John, I’d be interested to know what sort of taper you are getting on 5mm steel.
Ive the same table as John, I'll have a look at some 6mm I did a few nights ago but can't say I noticed any bevel, ive got some 10mm I did a few weeks ago I'll have a look at aswell.
Brad93
Member
- Messages
- 19,429
- Location
- Essex, United Kingdom
No idea. It’s a very dumbed down version of Mach4 that gets supplied.I'm thinking it could be the THC setting the torch too high or low. The plasma "flame" is not parallel so if it's too high or low the cut will be slightly "V" shaped. Can you vary the THC voltage during a cut?
Fraserb
Member
- Messages
- 1,561
- Location
- Scottish Borders
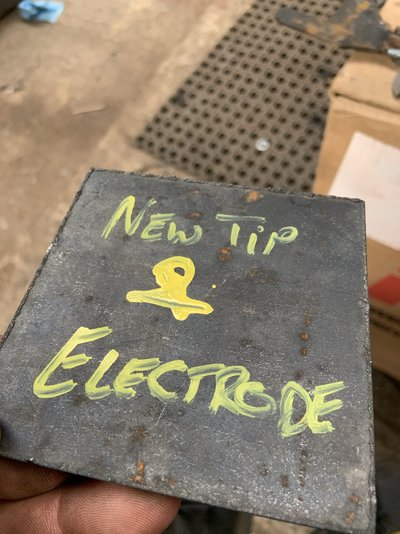
Not easy getting a pic, the 10mm was cut a whole ago and was with a brand new tip, there's absolutely no taper on it.
The 5mm has just on 1 degree of taper, that tip had done 45m of cutting and 336 pierces in 5mm plate when it cut that part.



The 5mm has just on 1 degree of taper, that tip had done 45m of cutting and 336 pierces in 5mm plate when it cut that part.
doubleboost
Member
- Messages
- 3,941
- Location
- Newcastle upon Tyne England
This is 6 mill with new cons and a little bit time experimentingI’ve **Language** around with feeler gauges, and got within 3.5 - 4° of taper all the way round the part.
Think that’s the best I’m gonna get.
@doubleboost John, I’d be interested to know what sort of taper you are getting on 5mm steel.
