Hi everyone
I've been reading this forum for the last few weeks and thought I understood enough to get started but how wrong I was.
I have an old van and unfortunately the welder I was going to use up and left the country and I couldn't find another one so I decided to give it a go myself after researching it a bit. It would also be a nice skill to have seeing as my van is 30 years old.
Anyways, I bought a Clarke 135te welder, replaced the small gas bottles with a 5% argon 10l bottle and regulator. I also bought a flow meter that goes on the end of the torch just incase the regulator wasn't 100% accurate.
Finally I bought .6mm wire along with the tips to match. Hopefully that should explain my setup enough.
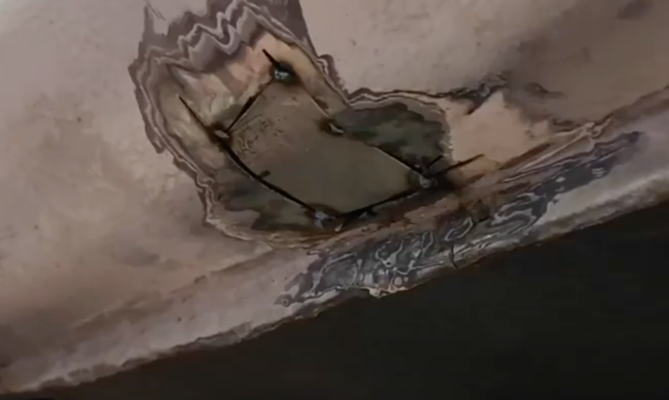
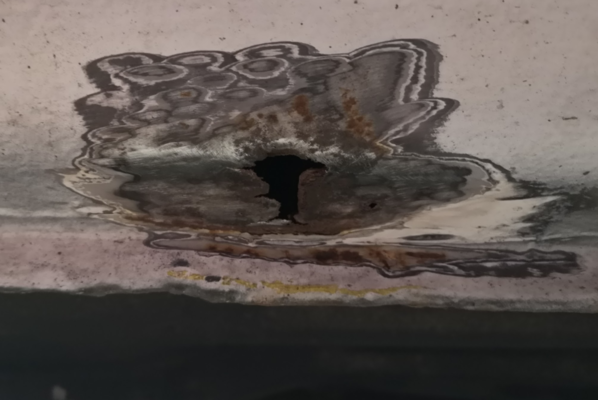
So onto my issues, I have a 30 year old Japanese van and I'm not sure if they used a thinner metal than most but I am getting constant blow throughs, the new metal seems fine but the old metal is terrible.
I bought 1mm metal for the bodywork and I understand that the old metal should be the same.
I've set the clarke to it's lowest setting, I have the wire speed at 6 and the gas at 10ltrs/min when using the .6mm wire.
I understand you cannot do a nice continuous seem as it will blow though due to the heat so I am doing small tack welds and going from corner to corner so I am not welding the same section again and again.
My spot welds are as follows, 1 Mississippi, 2. Is this too long......? What should it be?
Am I thinning out the metal too much...
To sand off any primer and get back to bare metal, I am using a flap disc, I am also using the same disc to clean up my welds (think this is an 80 grit). Is this disc too much and should I be using something else thats not going to thin the metal? I think i get a bit careless with the flap disc, it does make the metal look great but being a thin 1mm piece of metal, surly it wouldn't take much to make it thinner.
The videos I have watched on youtube are using professional kits that go down to 16-19 amps, I believe mine is 30amps minimum so I'm on the back foot straight away.
I've been reading this forum for the last few weeks and thought I understood enough to get started but how wrong I was.
I have an old van and unfortunately the welder I was going to use up and left the country and I couldn't find another one so I decided to give it a go myself after researching it a bit. It would also be a nice skill to have seeing as my van is 30 years old.
Anyways, I bought a Clarke 135te welder, replaced the small gas bottles with a 5% argon 10l bottle and regulator. I also bought a flow meter that goes on the end of the torch just incase the regulator wasn't 100% accurate.
Finally I bought .6mm wire along with the tips to match. Hopefully that should explain my setup enough.
So onto my issues, I have a 30 year old Japanese van and I'm not sure if they used a thinner metal than most but I am getting constant blow throughs, the new metal seems fine but the old metal is terrible.
I bought 1mm metal for the bodywork and I understand that the old metal should be the same.
I've set the clarke to it's lowest setting, I have the wire speed at 6 and the gas at 10ltrs/min when using the .6mm wire.
I understand you cannot do a nice continuous seem as it will blow though due to the heat so I am doing small tack welds and going from corner to corner so I am not welding the same section again and again.
My spot welds are as follows, 1 Mississippi, 2. Is this too long......? What should it be?
Am I thinning out the metal too much...
To sand off any primer and get back to bare metal, I am using a flap disc, I am also using the same disc to clean up my welds (think this is an 80 grit). Is this disc too much and should I be using something else thats not going to thin the metal? I think i get a bit careless with the flap disc, it does make the metal look great but being a thin 1mm piece of metal, surly it wouldn't take much to make it thinner.
The videos I have watched on youtube are using professional kits that go down to 16-19 amps, I believe mine is 30amps minimum so I'm on the back foot straight away.
 )
)