



Hi, I hope it's ok to introduce yourself and dig right in with a project
description.
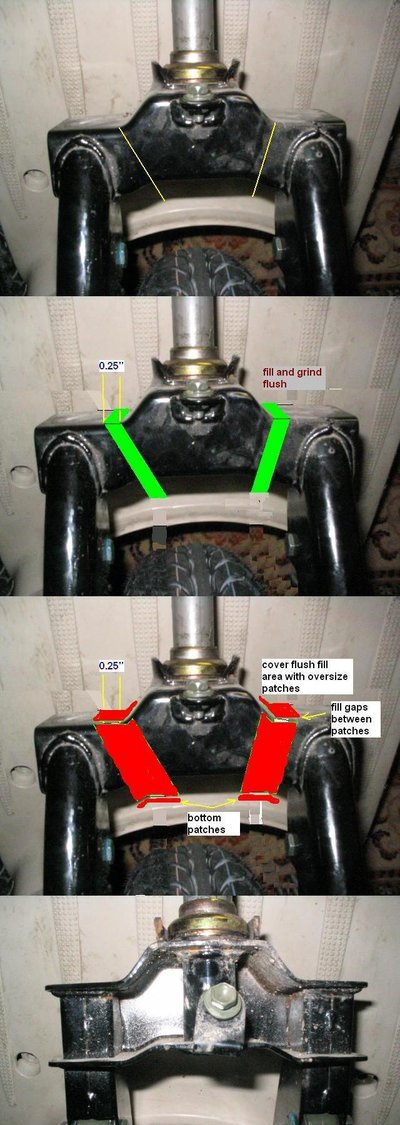
We have a Yamaha Vino scooter that I would like to mount a wider
front tire to. It seems like the only way to do this is to cut the
fork support, and add about 1/2 inch to each side. I have attached
some pics of the forks, with a couple of sketches of how I'm
thinking of going about it.
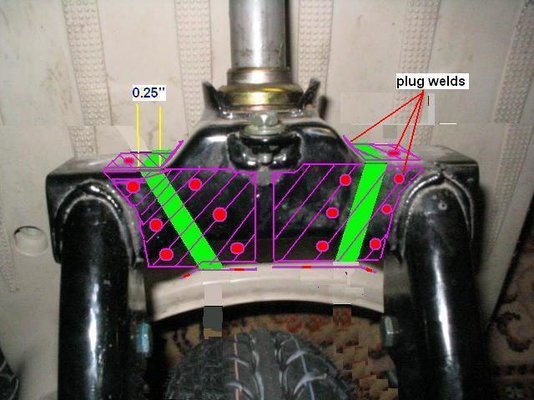
1. Make 2 cuts on either side of the steering shaft.
2. Butweld 1/4 inch filling strip
3 Grind the welds flush
2 Lapweld patches over the filler strips.
The fork support is made of approx 1/8" steel, with stamped braces
about 0.1" thick, going down to the wheel axle.
I have a small Millermatic at work, which I have been using to
lapweld extensions onto motor brackets, to fit larger motors. The
bracket material is only about 1/16" thick though, and that's the
sum of my welding experience.
Does the plan look reasonable?
description.
We have a Yamaha Vino scooter that I would like to mount a wider
front tire to. It seems like the only way to do this is to cut the
fork support, and add about 1/2 inch to each side. I have attached
some pics of the forks, with a couple of sketches of how I'm
thinking of going about it.
1. Make 2 cuts on either side of the steering shaft.
2. Butweld 1/4 inch filling strip
3 Grind the welds flush
2 Lapweld patches over the filler strips.
The fork support is made of approx 1/8" steel, with stamped braces
about 0.1" thick, going down to the wheel axle.
I have a small Millermatic at work, which I have been using to
lapweld extensions onto motor brackets, to fit larger motors. The
bracket material is only about 1/16" thick though, and that's the
sum of my welding experience.
Does the plan look reasonable?







 . Thought I had delivered it a death nail
. Thought I had delivered it a death nail