



You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
R-tech ac/d 161 settings
- Thread starter Utukku
- Start date
Richard.
Member
- Messages
- 18,043
- Location
- Cambridgeshire
According to the units I have used the percentage value given is the percentage of time spent in DCEN (penitration) so if according to what your saying 30% is max DCEN on that machine then that tells me the other 70% is DCEP (cleaning). This is backwards in comparison to the units I have used. I don't suppose it matters really.But thats what the manual says........30% is max penetration. I need to fire mine up. lol

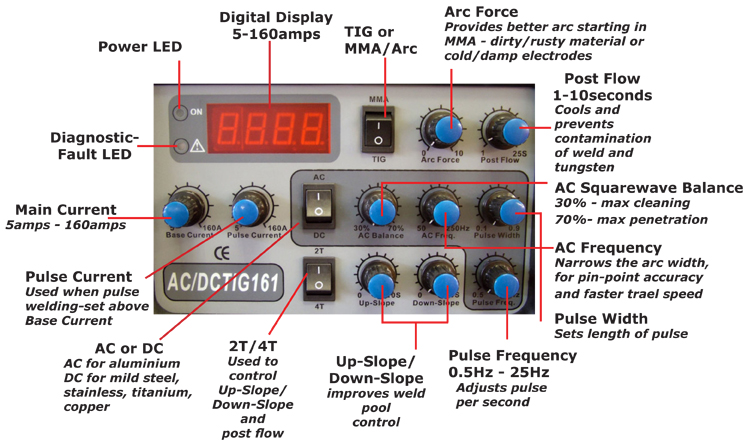
AH Ah I think I understand now. i will clarify it all tomorrow.View attachment 46475This is the balance setting on a typical ACDC machine . The 70 is 70% of the time spent in DC neg so you only see the figure DCEN the % remaining is DC pos. RTech case is the other way around from the sound of it. You would set the DCEP .
doubleboost
Member
- Messages
- 3,978
- Location
- Newcastle upon Tyne England
AH Ah I think I understand now. i will clarify it all tomorrow.I thought Double boost would pipe up but he is probably videoing again. lol
I can't believe Rtech still haven't fixed/rewritten their owners manuals, they've been wrong/contradicted themselves for years 
From 2010... http://www.mig-welding.co.uk/forum/threads/tig-welding-aluminium-radiator.23330/#post-255252
FWIW there are plenty of machines that display AC balance as EP rather than EN and the numbers on the dial/display aren't always actual percentages... big ol' transformer machines typically have a dial that goes from 0 - 10 for example which may cover a range of 45% EN to 68%EN (Miller Syncrowave) or something different- i know of some where 0 = 50% EN according to the manual. Then there's Kemppi...

so an AC balance range of 50 - 75% EN that's displayed as 0 to -50%. Crazy Finns.
From 2010... http://www.mig-welding.co.uk/forum/threads/tig-welding-aluminium-radiator.23330/#post-255252
FWIW there are plenty of machines that display AC balance as EP rather than EN and the numbers on the dial/display aren't always actual percentages... big ol' transformer machines typically have a dial that goes from 0 - 10 for example which may cover a range of 45% EN to 68%EN (Miller Syncrowave) or something different- i know of some where 0 = 50% EN according to the manual. Then there's Kemppi...
so an AC balance range of 50 - 75% EN that's displayed as 0 to -50%. Crazy Finns.
Well Chaps, after 4 hours of tuition from Wendelspanswick, I seem to be getting the hang of it. Not perfect by any means, but i'm getting there. Here's a some pics using 1.6 tungsten and 1.6mm plate to show progress:
I must say a VERY BIG THANKYOU for all the help and advice I received today from John (wendlespanswicks real name).




I must say a VERY BIG THANKYOU for all the help and advice I received today from John (wendlespanswicks real name).
Richard.
Member
- Messages
- 18,043
- Location
- Cambridgeshire
It is too thick really because your gonna need a 100 amps plus just to break out a puddle . 1.6 tungsten really is on the limit at 80 AC amps.What were the tig settings please?
I had no luck with a 1.6 electrode but that was on 3mm sheet, maybe that was just too this.
Wendelspanswick
Member
- Messages
- 6,471
If you have the R-tech AC/DC TIG a good base setting for 3mm is:What were the tig settings please?
I had no luck with a 1.6 electrode but that was on 3mm sheet, maybe that was just too thick.
AC balance at 11 o clock
Frequency at 1 o clock
A no. 7 or 8 shroud
A lanthinated or Zirconiated 2.4mm Tungsten ground to a sharp point, like a dart.
Argon at 4 to 6 LPM on a flow Meter
Post gas at 5 seconds
Amps on Max and controlled with a pedal.
Turn everything else anticlockwise and make sure its switched to 2T.
What differences/alterationsIf you have the R-tech AC/DC TIG a good base setting for 3mm is:
would I have to make using the tig 201
You would set the same values they just may be in a different place to what was said above. Go with 100- 120 amps for 3 mm
Same values ok cheers. From my limited experience the setting are the be all and end all of welding. I was welding the other day and my welds were really clean and flat forming a triangle in a 90 degree weld. Today its taken me almost till the end of what I was welding.....all of this was because my son had popped round and altered the settings without me taking a photo....lol He was welding a car exhaust. (This was with Mig btw but I am sure the principle is the same settings are crucial)
Richard.
Member
- Messages
- 18,043
- Location
- Cambridgeshire
What joint you trying to do? As most people know I know sod all about RTech machines but I do have experience with ACDC tig welding if you would like some of my conditions I use let me know the material and joint configuration I'm sure I can throw something out there to help. What I do know is the machine dose make a difference and the conditions that work on my machine may need a nudge and tweek on yours but that's the fun part perfecting a condition down to the last amp
Richard.
Member
- Messages
- 18,043
- Location
- Cambridgeshire
From my experience cleanliness and prep are the most important part. Followed by comfort of your position.Same values ok cheers. From my limited experience the setting are the be all and end all of welding. I was welding the other day and my welds were really clean and flat forming a triangle in a 90 degree weld. Today its taken me almost till the end of what I was welding.....all of this was because my son had popped round and altered the settings without me taking a photo....lol He was welding a car exhaust. (This was with Mig btw but I am sure the principle is the same settings are crucial)
Davek0974
****!, Drink!, Girls!
- Messages
- 918
- Location
- Hertfordshire
If you have the R-tech AC/DC TIG a good base setting for 3mm is:
AC balance at 11 o clock
Frequency at 1 o clock
A no. 7 or 8 shroud
A lanthinated or Zirconiated 2.4mm Tungsten ground to a sharp point, like a dart.
Argon at 4 to 6 LPM on a flow Meter
Post gas at 5 seconds
Amps on Max and controlled with a pedal.
Turn everything else anticlockwise and make sure its switched to 2T.
Thanks for that, it seems to work much better on those settings.
One point - when doing a fillet weld, how do you help focus the arc to the root? I find it's jumping left and right and really have to boot it to get the root hot, then I find the filler rod melting before it gets to the pool???
Richard.
Member
- Messages
- 18,043
- Location
- Cambridgeshire
Turn up the AC frequency that will narrow the arc down and it will be more focused.Thanks for that, it seems to work much better on those settings.
One point - when doing a fillet weld, how do you help focus the arc to the root? I find it's jumping left and right and really have to boot it to get the root hot, then I find the filler rod melting before it gets to the pool???
Having just this week got one of these fine machines set up , this thread has proved invaluable - untill a few days ago I had done a whole five minutes of ally welding.......
I scrounged some 1.5mm off-cuts from my local sheet metal place , and while it would be fair to say I should get better with time - today I did this......

This was with a 2.4mm white tungsten , 2.4mm 4043 filler , a foot pedal , and these settings -

Thanks for all who have chipped in on this thread !
I scrounged some 1.5mm off-cuts from my local sheet metal place , and while it would be fair to say I should get better with time - today I did this......
This was with a 2.4mm white tungsten , 2.4mm 4043 filler , a foot pedal , and these settings -
Thanks for all who have chipped in on this thread !
That is simply fantastic.....Having just this week got one of these fine machines set up , this thread has proved invaluable - untill a few days ago I had done a whole five minutes of ally welding.......
I scrounged some 1.5mm off-cuts from my local sheet metal place , and while it would be fair to say I should get better with time - today I did this......
This was with a 2.4mm white tungsten , 2.4mm 4043 filler , a foot pedal , and these settings -
Thanks for all who have chipped in on this thread !



