



Dr.Al
Forum Supporter
- Messages
- 2,788
- Location
- Gloucestershire, UK
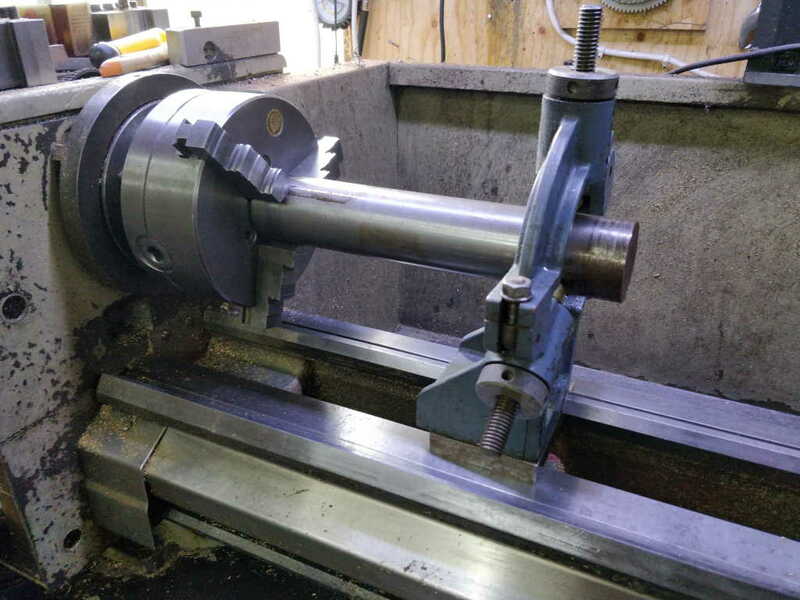
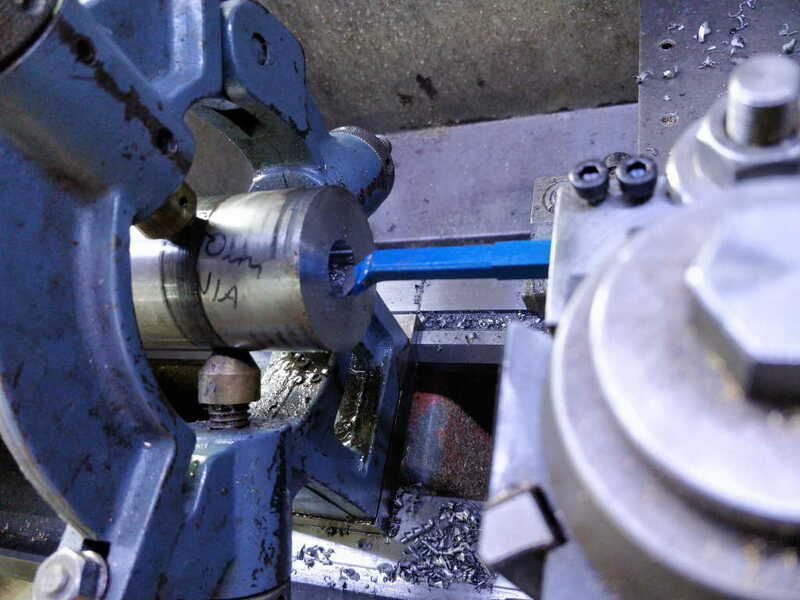
I then slid the travelling steady along a bit and turned the body of the threaded sleeve down to 25.5 mm.

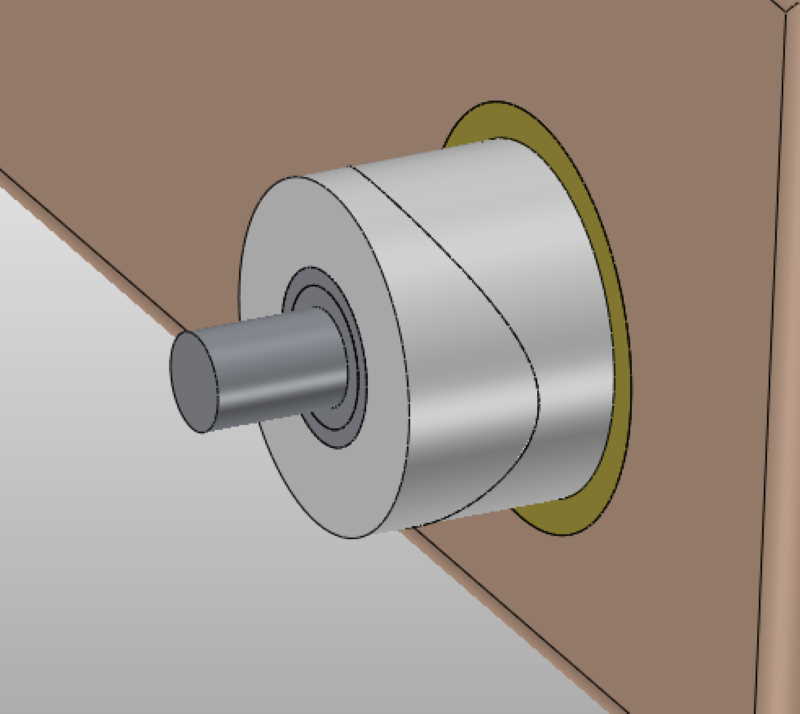
Then it was time for lunch while it all cooled down. My first postprandial task was then to take the final cuts to bring the shaft down to be a smooth running fit in the bearing housing thing.

A quick chamfer of the exposed corners...

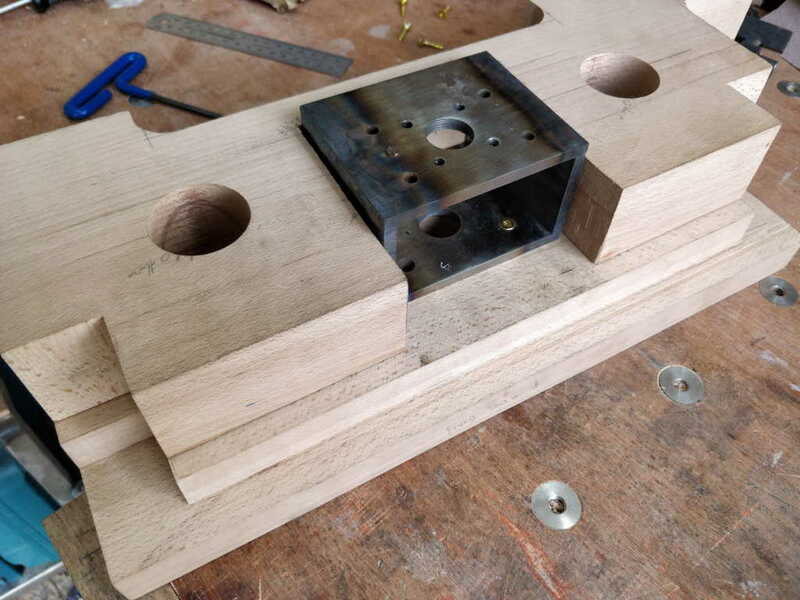
... and it was ready for a test fit of the sleeve.
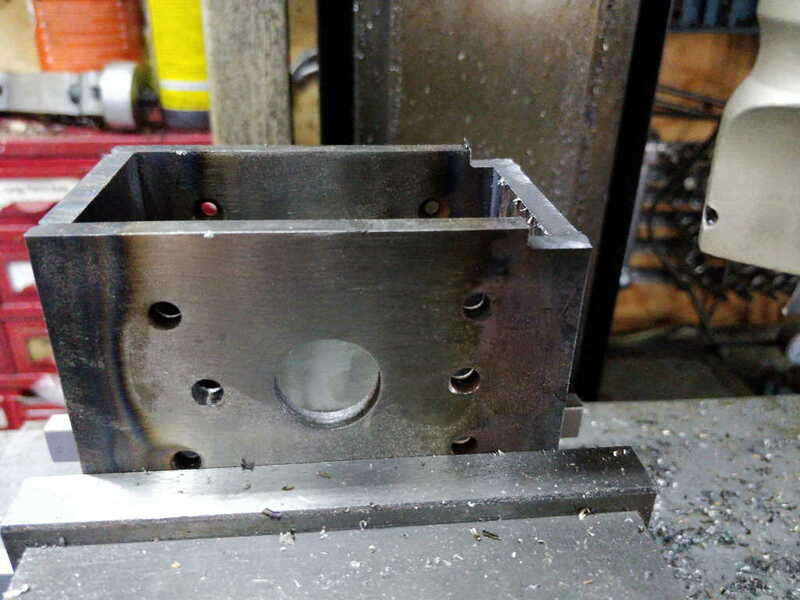
The test fit showed that it was about 0.5 mm longer than the bearing housing. It needs to be longer so that it doesn't jam up when everything's tightened up, but that was a bit too loose so I faced the end a little and brought the difference down to about 0.15 mm.
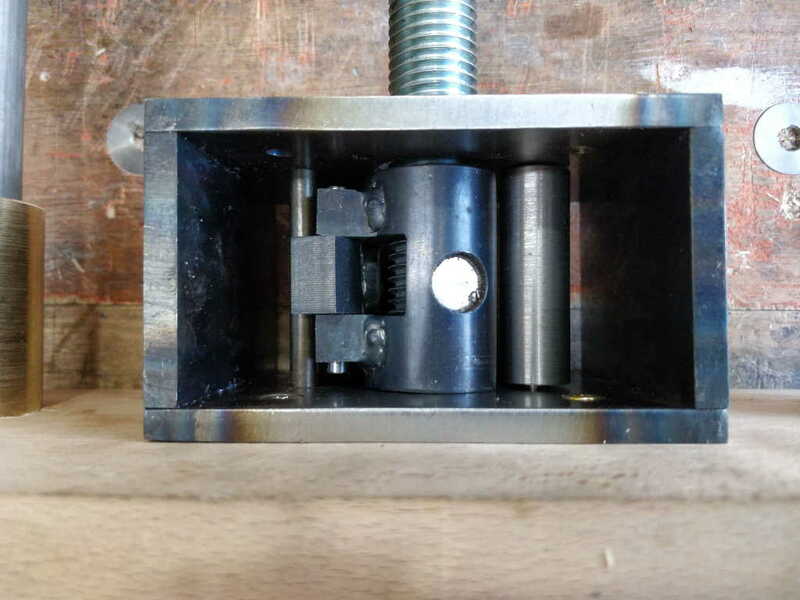
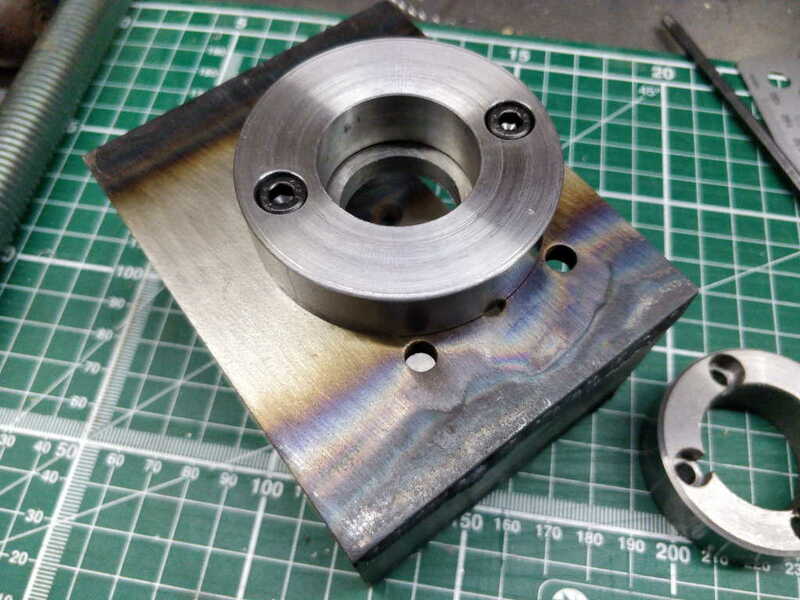
I then inserted a short length of threaded rod into the hole:

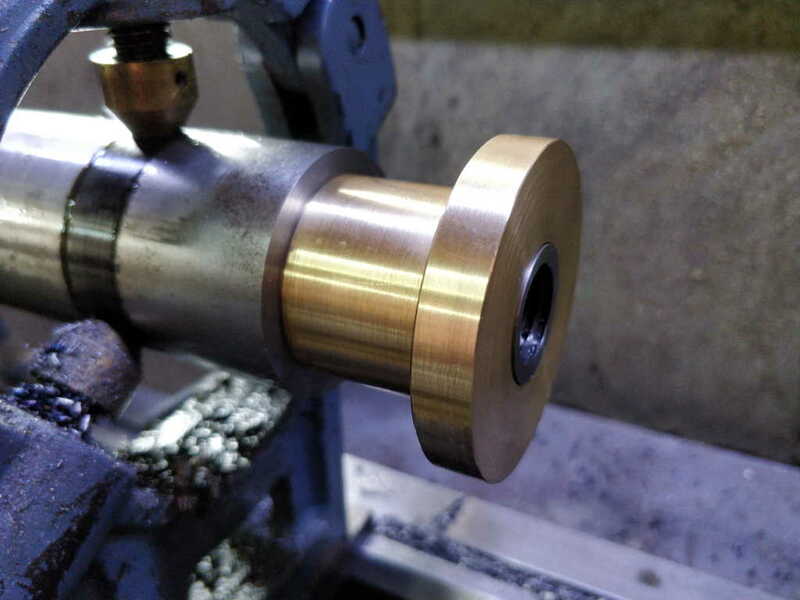
I could then mount the parted off washer onto the end and sort out the rough face.

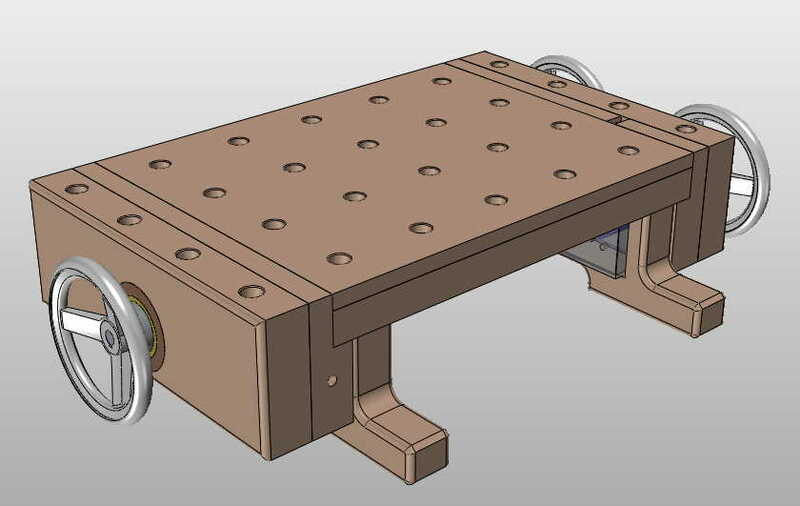
To finish off the lathe work on these parts, I put my home-made ER40 collet chuck in the headstock and faced the outside edge to the right length and chamfered.

Then it was time for lunch while it all cooled down. My first postprandial task was then to take the final cuts to bring the shaft down to be a smooth running fit in the bearing housing thing.
A quick chamfer of the exposed corners...
... and it was ready for a test fit of the sleeve.
The test fit showed that it was about 0.5 mm longer than the bearing housing. It needs to be longer so that it doesn't jam up when everything's tightened up, but that was a bit too loose so I faced the end a little and brought the difference down to about 0.15 mm.
I then inserted a short length of threaded rod into the hole:
I could then mount the parted off washer onto the end and sort out the rough face.
To finish off the lathe work on these parts, I put my home-made ER40 collet chuck in the headstock and faced the outside edge to the right length and chamfered.

























































 Ever sanded down a snapped drill that small in 6mm plate, then attempted one next to it?
Ever sanded down a snapped drill that small in 6mm plate, then attempted one next to it?















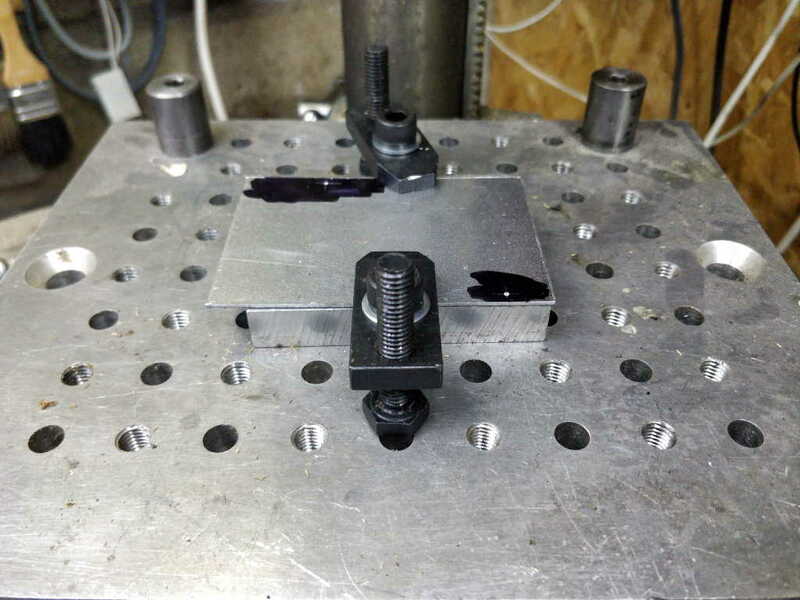
 I may have to try with the T nuts I have just made
I may have to try with the T nuts I have just made 


