Kram
Member
- Messages
- 6,227
- Location
- Sussex
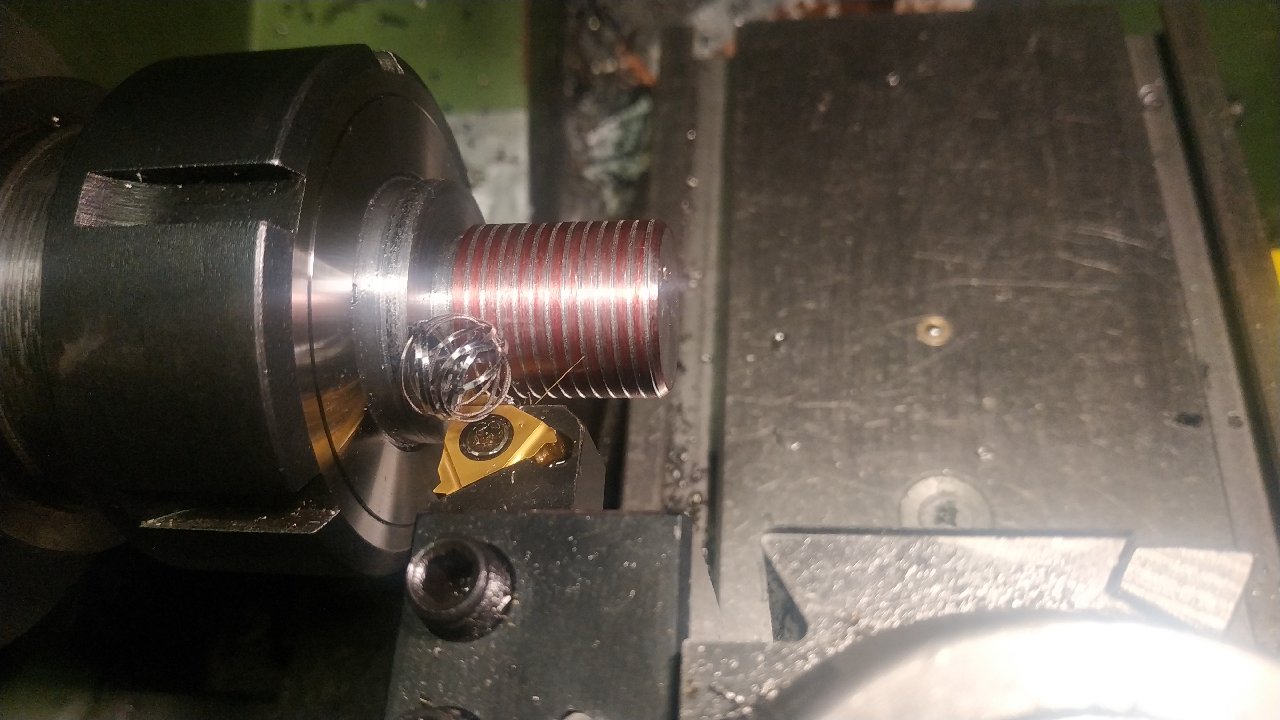
My attempt at a M50 fine thread showed me I have a lot to learn. Please suggest anything useful!
Im told that 0.866 is the magic number to divide thread depth by, to get the compound movement at 30 degrees.So m50x1.5 has 0.81mm depth = 0.935mm on compound. Good to know for a rough idea before measuring.
Screw cutting/wires calculator - https://www.cgtk.co.uk/metalwork/calculators/screwmeasurement
I tried to measure but there was no way I could hold wire in the right place, let alone get a micrometer to measure it. How do you do it? Ive got wire the correct size, 0.87mm.
Thread dial. Ive got a 48 tooth gear and 12 lines. Does that mean there are engageable spaces between the lines that I need go avoid? Most lathes seem to have much less teeth on gear.
Im told that 0.866 is the magic number to divide thread depth by, to get the compound movement at 30 degrees.So m50x1.5 has 0.81mm depth = 0.935mm on compound. Good to know for a rough idea before measuring.
Screw cutting/wires calculator - https://www.cgtk.co.uk/metalwork/calculators/screwmeasurement
I tried to measure but there was no way I could hold wire in the right place, let alone get a micrometer to measure it. How do you do it? Ive got wire the correct size, 0.87mm.
Thread dial. Ive got a 48 tooth gear and 12 lines. Does that mean there are engageable spaces between the lines that I need go avoid? Most lathes seem to have much less teeth on gear.