I can't afford that luxury.but on saying that are they worth it for a mini lathe.

Self explanatory if you were following.




I can't afford that luxury.
Honest mate I have the same problem as Daniel I have been following with interest but What is he saving £30 on?Self explanatory if you were following.
Daniel is this the sort of thing you have whether Machine Mart, Chester, Warco, Siege, Amadeal, endless list, etc http://www.axminster.co.uk/axminster-model-engineer-series-sc2-mini-lathe
.
I had one of those CJ3 lathes for awhile and loved it. Sold it to member on here when I got the Myford.
I have learnt keeping the tool rigid is important but size is not necessarily!
I learnt my lathe/milling in the English Electric on the east lancs road back in the 80's? but I wouldn't recommend learning the ropes on one of these lathes unless you're going to be using it for what it was made for (model engines and the like).
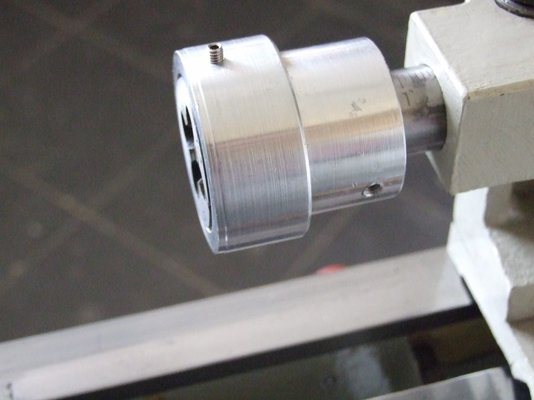
Final piece from the action shot earlier. Its a slider slider clutch for my z1 based dragbike. Material is 7075-t4.

Posted some bits n bobs on here :-
http://www.mig-welding.co.uk/forum/threads/wobble-broach.38925/
http://www.mig-welding.co.uk/forum/threads/hydraulic-press-chuck.38888/
http://www.mig-welding.co.uk/forum/threads/jukebox-dinker.40319/
Will stop now before people glaze over
good work there my man if you did a bit of it on a manual lathe. 
I use CNMG, run ones for ali[very sharp] and you can take cut's of less than a half thou on diam ok.Just be aware that insert type tooling likes to cut,not rub, so you will need to plan your cuts to give a decent depth of cut or the finish isn't as good.
I use ccmt and cnmg inserts and usually try for a 0.01" finish cut,, run them fast and dont be afraid to make them work! Run them fast and feed it in,,,
All of my working machines are manual and 50+ years old. I have a cnc mill (bridgeport interact1) but its a conversion project (linux cnc, new steppers etc) and has never cut metal yet. The slots and radial holes are done on the mill with a manual rotary table because I havent finished making a powered modular live toolholder, all the concentric features, bearing fits etc are done in a harrison l5a lathe. Mills for milling and lathes for concentric features.Have not got round to welding my CNC frame up yet,
There's the other odd time I need the tp grinder to make bearings odd sizes or cut grooves into things, but I don't like using it because of the grit getting onto the ways, so I cover everything with dampened down towels to catch the grit spoil as you can see in the pic, then clean all the oil off and re-oil all the ways afterwards so a hour of cleanup per use. Same for the chuck as it has to come apart after the grinding to do the same.