BrokenBiker
Forum Supporter
- Messages
- 13,332
- Location
- Newport, South Wales
I will check when I'm home but I think my duplicates are 73 and belowDon't happen to have a duplicate 127T I suppose?




I will check when I'm home but I think my duplicates are 73 and belowDon't happen to have a duplicate 127T I suppose?
One thing I wanted ask...In the gear train the 120 tooth idler gear has its own sort of hub thats its bolted to with a bearing that rides on the stud but the 100/50 gears don't fit on that hub and from the chartnThanks for having a look
Ah fair enoughI'm not sure sorry, I have no change gears at all, only the originals that came with the lathe so have never messed with them.
am I going to have to make something? I've got decent steel and some brass here so could make a sleeve for a keyed bushing to run on so they run freely if needed
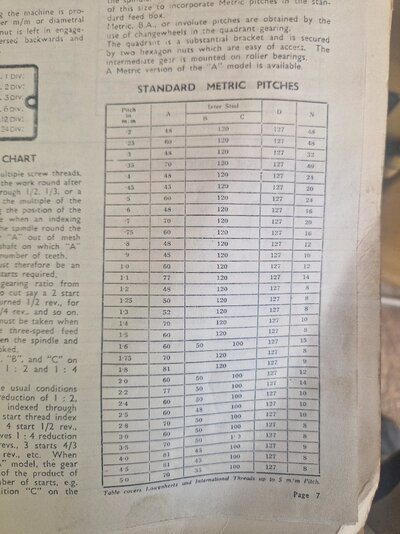
Assumed so...chart shows a 120 for most pitches which is the standard gear on the hub, but for a few metric pitches shows 100 - 50 for the same position. I'll whip up a steel sleeve with correct spacing that will tighten down to the shaft and then a brass bushing with a keyway to run on the sleeve and key the gears togetherYes, If they're compound gears you will need a 3/4" drive going through them.
I'll whip up a steel sleeve with correct spacing...
When you use a compound gear, the gears before it and the gears after it are on different planes when you look at it sideways (they are stacked). So on one gear you need provision to move it fore and aft. Hence you might also need to make a thick washer/spacer to achieve this stacking if there is not one already there.
Just so I know I'm reading this right, for the 2.0mm pitch for instance, the 50 is driven by Gear A (60 tooth) the 100 is keyed to the 50 on the same shaft, then the 100 drives gear D (127 tooth)
Yep and you set the gearbox for 12tpi.
Whenever I set up a geartrain for screw cutting I make a pass with a magic marker drawing the threads first and then check the pitch with a pitch gauge. It's saved me so many muck-ups