



You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
M300 Tailstock Refurb- Boring and sleeve
- Thread starter Shox Dr
- Start date
This is a mistake it should not be there!

You have just volunteered yourself for intermittent cutting on a material that can be very tricky for the best of us at times, pending grade and the individual job. That hole should have gone in after the boring process. Intermittent cutting is best avoided if possible when turning, especially on something like PB as it is very tough and resistant to cutting forces. Intermittent cutting not only knocks tools out it will also create a situation where the tool is deflecting where it starts the cut and then has to try to settle to the correct depth due to the uneven force on the tool. As soon as its found it depth the process starts over, as it's then back in the intermittent area. Effectively it means you are not turning true and it can also induce unwanted extra resonance. Suck it and see how it goes, but it is possible you may need to plug it with an interference fit plug and the same material as the parent is very advisable.
Where it's going wrong.
1)Carbide is most known for pressure cutting, if you cant generate adequate pressure it causes problems, long wobbly boring bar with no pressure as in this case = a problem.
2) ermmmmmmmmmmmmm look at the tip it looks like it has a very nice neat rad on it......... again no good because no pressure. Waaay to big contact area this means on something like PB a lot of scraping and deflection which can be heard in the video while the tool is idling, if it was all working right you should not here it to that degree, if at all. This is brings to me point 3.
3) Tool not sharp, it may be new and out of the box but again most modern carbide relies on pressure to cut and is not sharp in the sense we know sharp to be. Most use zero or negative rake which makes cutting harder in effect, where positive rake makes it easier. I'm sure that one you have there is zero rake..... cos i have some like that too......... and i hate them! I'm pretty certain points 2 and 3 are contributing to the run out you showed on your vid, Although to be honest its probably not enough to worry about.
Also what a clock shows is in effect halved with turning as its showing the run out on both sides of the part. So if your showing 1 thou deviation its actually only 1/2 a thou deviation from the centre line, so the deviation is 1/2 a thou. So really its pretty darn good all things considered.
4) Boring bar too weedy for the length required and commercially bought tools are not always the answer, again because they are designed to be pressure cutting, pressure takes away resonance. We cant use pressure cutting so we need to do something else. See below.
What to do
1) Lift the tail stock clean 100% then use generous amounts of oil on the slide areas. See if you can tighten the tail stock lock just enough to get some resistance but so it can still slide with that resistance.
2) The boring bar. As you and others have mentioned make one with a hss tool! unless you have the ability to grind carbide properly (and I don't mean green grit wheels on a off hand grinder) First it needs to be as big as possible, the bigger the better. If it was me and the bore was 50 mm I would make the bar A bare minimum 40 mm bigger if possible. The sheer mass of the thing is what will stop the deflection over length, so the bigger the diam you can make it every single bit helps. Do not be fooled into thinking you need to make it out of fancy this or that high tensile steel, cos ya dont! In fact it will add to the problems and not lessen them. I would use a very soft mild steel like en1a, because its soft and as steels go pretty ductile. The reason is: ductile materials absorb shock and vibration rather than exaggerate it. Again t this absorption feature is because we are not pressure cutting.
3) The cutting tool (see image) top rake about 5 to 10 deg and must be ground nice and crisp. You most likely will not be able to take big cuts and i would advise against trying lots of small light cuts and you will get there in a safe manner. Nice low rpm test out, suck it and see, if it sounds right , it is right. I Suggest trying a neat cutting oil with small cuts you wont have a heat generation problem and the oil will help the finish and help lubricating of the cutting, it also has a viscosity which also help to absorb vibration. If you feel the tool has lost its edge stop right away, don't wait until its scrapping away, you can dissipate the hss into the material being cut, this is more often what happens when people complain how hard stainless is to drill. Its nearly always the hss dissipated into the job and not work hardening as they think.
It's the attention to detail that makes all the difference with tricky jobs. That said, I think you are pretty brave to attempt what you have. It may well be long and slow but this will get you there.
One question, please tell me you only left on about .5mm per side to machine out?

The land wants to be between 10 to 20 thou ideally. Top and side rake 3 to 6 deg. May need experimenting as is often the case.

Hope this helps and kind regards,
Scott
You have just volunteered yourself for intermittent cutting on a material that can be very tricky for the best of us at times, pending grade and the individual job. That hole should have gone in after the boring process. Intermittent cutting is best avoided if possible when turning, especially on something like PB as it is very tough and resistant to cutting forces. Intermittent cutting not only knocks tools out it will also create a situation where the tool is deflecting where it starts the cut and then has to try to settle to the correct depth due to the uneven force on the tool. As soon as its found it depth the process starts over, as it's then back in the intermittent area. Effectively it means you are not turning true and it can also induce unwanted extra resonance. Suck it and see how it goes, but it is possible you may need to plug it with an interference fit plug and the same material as the parent is very advisable.
Where it's going wrong.
1)Carbide is most known for pressure cutting, if you cant generate adequate pressure it causes problems, long wobbly boring bar with no pressure as in this case = a problem.
2) ermmmmmmmmmmmmm look at the tip it looks like it has a very nice neat rad on it......... again no good because no pressure. Waaay to big contact area this means on something like PB a lot of scraping and deflection which can be heard in the video while the tool is idling, if it was all working right you should not here it to that degree, if at all. This is brings to me point 3.
3) Tool not sharp, it may be new and out of the box but again most modern carbide relies on pressure to cut and is not sharp in the sense we know sharp to be. Most use zero or negative rake which makes cutting harder in effect, where positive rake makes it easier. I'm sure that one you have there is zero rake..... cos i have some like that too......... and i hate them! I'm pretty certain points 2 and 3 are contributing to the run out you showed on your vid, Although to be honest its probably not enough to worry about.
Also what a clock shows is in effect halved with turning as its showing the run out on both sides of the part. So if your showing 1 thou deviation its actually only 1/2 a thou deviation from the centre line, so the deviation is 1/2 a thou. So really its pretty darn good all things considered.
4) Boring bar too weedy for the length required and commercially bought tools are not always the answer, again because they are designed to be pressure cutting, pressure takes away resonance. We cant use pressure cutting so we need to do something else. See below.
What to do
1) Lift the tail stock clean 100% then use generous amounts of oil on the slide areas. See if you can tighten the tail stock lock just enough to get some resistance but so it can still slide with that resistance.
2) The boring bar. As you and others have mentioned make one with a hss tool! unless you have the ability to grind carbide properly (and I don't mean green grit wheels on a off hand grinder) First it needs to be as big as possible, the bigger the better. If it was me and the bore was 50 mm I would make the bar A bare minimum 40 mm bigger if possible. The sheer mass of the thing is what will stop the deflection over length, so the bigger the diam you can make it every single bit helps. Do not be fooled into thinking you need to make it out of fancy this or that high tensile steel, cos ya dont! In fact it will add to the problems and not lessen them. I would use a very soft mild steel like en1a, because its soft and as steels go pretty ductile. The reason is: ductile materials absorb shock and vibration rather than exaggerate it. Again t this absorption feature is because we are not pressure cutting.
3) The cutting tool (see image) top rake about 5 to 10 deg and must be ground nice and crisp. You most likely will not be able to take big cuts and i would advise against trying lots of small light cuts and you will get there in a safe manner. Nice low rpm test out, suck it and see, if it sounds right , it is right. I Suggest trying a neat cutting oil with small cuts you wont have a heat generation problem and the oil will help the finish and help lubricating of the cutting, it also has a viscosity which also help to absorb vibration. If you feel the tool has lost its edge stop right away, don't wait until its scrapping away, you can dissipate the hss into the material being cut, this is more often what happens when people complain how hard stainless is to drill. Its nearly always the hss dissipated into the job and not work hardening as they think.
It's the attention to detail that makes all the difference with tricky jobs. That said, I think you are pretty brave to attempt what you have. It may well be long and slow but this will get you there.
One question, please tell me you only left on about .5mm per side to machine out?
The land wants to be between 10 to 20 thou ideally. Top and side rake 3 to 6 deg. May need experimenting as is often the case.
Hope this helps and kind regards,
Scott
Pete.
Forum Supporter
- Messages
- 15,101
- Location
- Kent, UK
Shox Dr
Chief Engineer to Carlos Fandango
- Messages
- 17,868
- Location
- East Yorkshire
Ronan, thanks will do.
Pete, sounds good, I'll PM you
Scott, many thanks, most of which was staring me in the face. In the process of getting hold of a length of hydraulic ram.
Having a few days out the workshop. So will reportback when I've something to say
Pete, sounds good, I'll PM you
Scott, many thanks, most of which was staring me in the face. In the process of getting hold of a length of hydraulic ram.
Having a few days out the workshop. So will reportback when I've something to say
Shox Dr
Chief Engineer to Carlos Fandango
- Messages
- 17,868
- Location
- East Yorkshire
Been a while since I updated this thread. So far I've managed to all most finish the fixed steady. Only need to make to make the plate to clamp it to the bed, and fit bronze/brass ends to the M12 fingers. Happy the way it came out as it was a mother of a piece of place at 1 1/8" thick. The centre was milled out a long while ago, so I stuck in the lathe and thinned down the sides to reduce the weight: it's still 19mm at it's thinnest

Here it's mocked up in front of a 200mm chuck, with a 115mm hub carrier, so these's plenty of room in there

So hopefully my mate will turn up next week with a peice of Hydraulic ram between 30-40mm Dia x800mm and I can finish what I started
Here it's mocked up in front of a 200mm chuck, with a 115mm hub carrier, so these's plenty of room in there
So hopefully my mate will turn up next week with a peice of Hydraulic ram between 30-40mm Dia x800mm and I can finish what I started
rory1
Member
- Messages
- 1,167
- Location
- Macclesfield
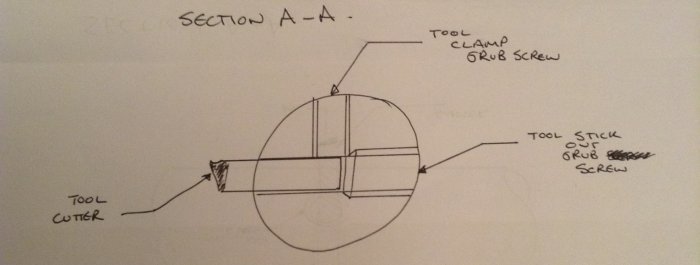
Could you run a boring bar (length of M/S cross cross drilled to take a HSS cutter) that is much longer than the job and put a fixed steady on the bed behind the saddle to try to eliminate some of the deflection.
You could run this bar concentric in the chuck and use the " stick out" of the cutter to give you your diameter.
A fine threaded grub screw behing the cutter gives you some finer control on the tool stick out adjustment.
This is a standard setup for on site boring machines and can give very good results in the right hands
Rory
You could run this bar concentric in the chuck and use the " stick out" of the cutter to give you your diameter.
A fine threaded grub screw behing the cutter gives you some finer control on the tool stick out adjustment.
This is a standard setup for on site boring machines and can give very good results in the right hands
Rory

Last edited:


Woody.v8
Blue gluer
- Messages
- 4,238
- Location
- staffs
Not as yet, been a tight Yorkshire lad, I'm waiting on a mate going to the Hydraulic ram builders, to have a root in the scrap bin
No bother it would have been for free but postage would probably kill it

Shox Dr
Chief Engineer to Carlos Fandango
- Messages
- 17,868
- Location
- East Yorkshire
Thanks for the offer, I've used collect plus in the past, very cheap, (not that that matters to you), to would have to be well packaged so as not to bend it*
My dad had a David Lloyd Rifle returned to him in the post, I remember like it was yesterday, the post man delivering a parcel that looked like a walking stick, sure enough the barrel was bent past 90*
My dad had a David Lloyd Rifle returned to him in the post, I remember like it was yesterday, the post man delivering a parcel that looked like a walking stick, sure enough the barrel was bent past 90*
Hi shox,
Can I ask why you seem to be a bit insistent about hyd rod. I did write that post for good reason and also gave reasons of why some things do and do not work, with some of the theory behind it. A bit of mild still will do fine") Trust me i'm a toolmaker
Trust me i'm a toolmaker
Kind regards,
Scott.
Can I ask why you seem to be a bit insistent about hyd rod. I did write that post for good reason and also gave reasons of why some things do and do not work, with some of the theory behind it. A bit of mild still will do fine
Trust me i'm a toolmaker Kind regards,
Scott.
Last edited:
 Just what I can get hold of, if it doesn't work then I've lost nothing.
Just what I can get hold of, if it doesn't work then I've lost nothing.Shox Dr
Chief Engineer to Carlos Fandango
- Messages
- 17,868
- Location
- East Yorkshire
So finally my mate gets me the 30mm Hydraulic bar, It was nearly a disaster, I'd asked him for 800mm, he for some reason had thought 700mm, and called me to double check, turns out it was 850mm
Crossed drill for a 6mm centre drill, I'd broken the end off at sometime and ground to suit. The hole at one end was taped for a M8 grub screw for adjustment and another at right angles for a set screw in M5.
My 3 jaw is way off for this, so I used a 4jaw, and fixed steady
Makin chips

Crossed drill for a 6mm centre drill, I'd broken the end off at sometime and ground to suit. The hole at one end was taped for a M8 grub screw for adjustment and another at right angles for a set screw in M5.
My 3 jaw is way off for this, so I used a 4jaw, and fixed steady
Makin chips
Shox Dr
Chief Engineer to Carlos Fandango
- Messages
- 17,868
- Location
- East Yorkshire
Working out the tool radius gave me a headache for a minute. Then figured I could use the cross slide DRO. with a DTI: Zero on the bar and input 30mm that sets the DRO to centre, then zero on the tool tip gave 34.50mm offset Dia
34.50-30.00=4.50
4.50x2 + 30.00 = 39.00mm. Never been very good a math so I was well chuffed at working that one out.
Quill is 41.97mm So I'll get making more chips today
Sorry about the picture quality
34.50-30.00=4.50
4.50x2 + 30.00 = 39.00mm. Never been very good a math so I was well chuffed at working that one out.
Quill is 41.97mm So I'll get making more chips today
Sorry about the picture quality




