Always used quality keyless chucks except on current mill. Its worn when tighten up normally drill or whatever visably spins eccentric with around 2mm runout, nip the other two up and usually pretty central, may have to go round all three twice.
Keyless totally different to keyed chucks they work on a taper to centralise. http://www.jacobschuck.com/keyless-precision-chuck-repair-guide
New 3 or 6 jaw chucks its not a problem and can see the point in nipping all three up on a 3 jaw self centring but rarely do it.
Keyless totally different to keyed chucks they work on a taper to centralise. http://www.jacobschuck.com/keyless-precision-chuck-repair-guide
New 3 or 6 jaw chucks its not a problem and can see the point in nipping all three up on a 3 jaw self centring but rarely do it.
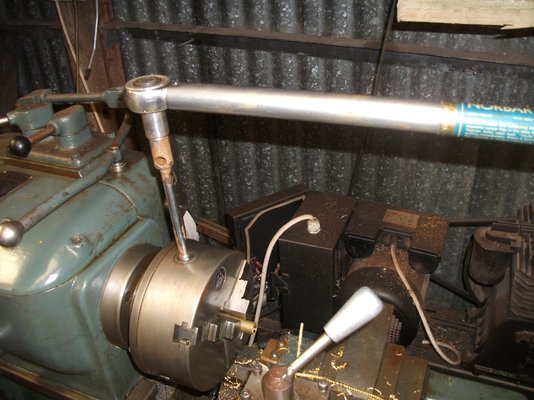
") test on tightening chucks up . a Jacobs chuck on the drill I put the torque wrench on 1st hole and tightened a drill up till the click stop activated .went to the second one and it further tightened till click stop the 3rd also tightened till click stop went back to 1st and just a click . the 3 jaw scroll chuck on lathe. tightened the 1st till click stop the second hole turned then click stop but the 3rd just clicked and was tightened enough . well better go do something more constructive
test on tightening chucks up . a Jacobs chuck on the drill I put the torque wrench on 1st hole and tightened a drill up till the click stop activated .went to the second one and it further tightened till click stop the 3rd also tightened till click stop went back to 1st and just a click . the 3 jaw scroll chuck on lathe. tightened the 1st till click stop the second hole turned then click stop but the 3rd just clicked and was tightened enough . well better go do something more constructive