brewdexta
The biggest tool in the box
- Messages
- 5,785
- Location
- UK
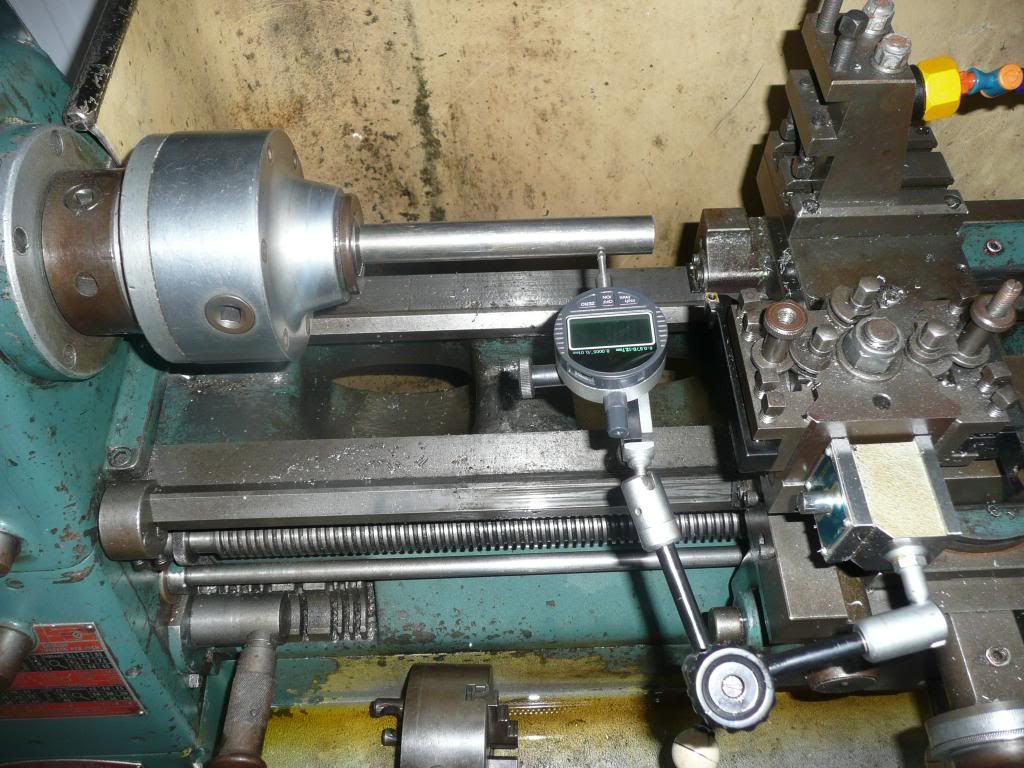
generaly u machine the camlock back plate up while its on your lathe to suit the chuck u cant get any more acurate than that
Hi
BS
So its where the backplate fits into the recess in the back of chuck that gives it the precision, I think I've got it - maybe.

Cheers
Andy