Misterg
Member
- Messages
- 1,824
- Location
- North Wales
As per the other thread, I've been using alkaline zinc plating to freshen up some bits and bobs from my rusty MX5.
It is an electroplating process, but unlike 'normal' electroplating, the anode is plain steel in a zinc rich electrolyte. The zinc level is kept topped up by having a 'zinc generator' (a chunk of zinc in electrical contact with steel) in the solution. There is no electrical connection to this.
Advantages stated for this (over conventional plating) are a greater 'thow' (less 'line of sight' effect), more uniform coating thickness and a more ductile coating layer. I went with it as it was cheap to try after I saw the video below.
I basically followed the procedure in the video:
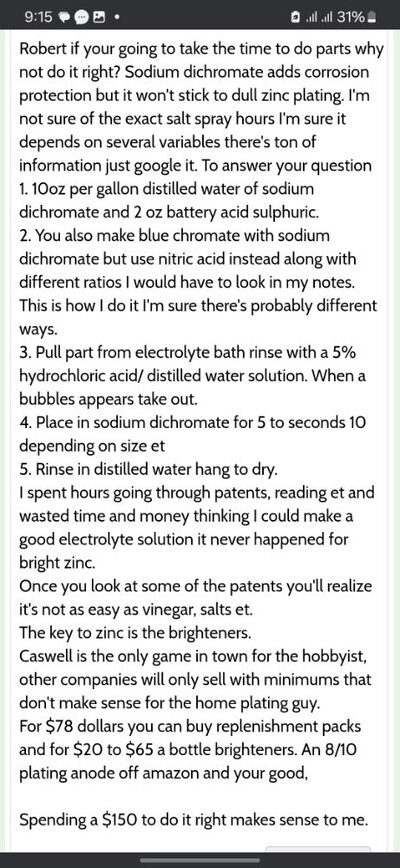
He uses sodium zincate electrolyte prepared by mixing 15g / litre zinc oxide powder (ZnO) into 120g / litre sodium hydroxide (NaOH) in deionosed water.
1g / litre of citric acid is used as a chelating agent to mop up any traces of lead in the zinc oxide.
He cautions against using low grade sodium hydroxide (drain cleaner, etc.)
I ordered both the zinc oxide and the sodium hydroxide from The Soapery (you probably have to search to find them).
For a brightener, he uses 'Sparkle' aliphatic polyamine based swimming pool clarifier. It's available from SwimmingpPoolChemicals.co.uk - it's cheap enough to buy, but crippled by the shipping. I tried and failed to find alternatives, and in the end caved in and paid.
For the metallic zinc, I used an ~8mm slice cut off a cathodic protection anode that I had lying around (they are surprisingly pure) and just screwed this to a steel sheet roughly the same size.

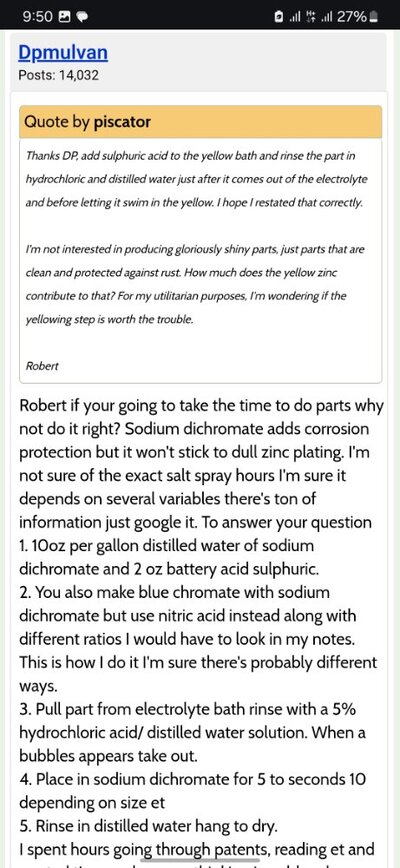
I also bought 1 litre each of blue (clear) and yellow passivating solution from Chronos .
The stuff I wanted to plate was quite rusty - to the point of pitting. New fasteners are available, and would be the way to go for a proper restoration but the costs starts mounting up very quickly. I just wanted to put what I had back without the depressing sight of old, rusty fasteners on refurbished parts. The total cost of all the chemicals, including delivery was ~£50.
Rust was removed using the DIY evaporust mixture (citric acid / sodium hydroxide, etc.) and the parts wire brushed to shine them up a bit.
I degreased them using McKLords water based degreaser at about 5% (This stuff, but it was £11 / 5L a few months ago!) - beware, the neat stuff is VERY aggressive.
The parts were mounted onto steel wires and given a brief ~30 seconds - 1 minute dip in 10% hydrocloric acid (neat brick cleaner), then rinsed with tap water and transferred to the plating bath.

The anodes are just steel sheet (one either side of the bath); the zinc generator is steel sheet fastened to the slice of zinc with a steel screw. It looks like it is electrically connected in the photo, but it isn't - it's just hanging in the bath.
I did get a small heater, as I understand that the process needs to be at ~25°C to work, but I was doing this in the house, in the summer and temperature wasn't a problem, so the heater wasn't switched on.
Voltage required is very low (about 2V). The plating current that I've used is 20mA / cm^2 (roughly 120mA / square inch), so about 1.25 Amps for the parts in the photo. 90 minutes at that current results in 13µm (1/2 thou) plating thickness (verified using before / after measurements with a micrometer).
Immediately after plating, the parts look dull.

I give them a quick water rinse, then transfer to 2% hydrochloric acid (brick cleaner diluted 4:1) for a couple of minutes to clear off the brightener, then another quick rinse and swill them around in the passivating solution for ~30 seconds. This is when they really brighten up.


This post is getting too long - I'll add some other photos below.
It is an electroplating process, but unlike 'normal' electroplating, the anode is plain steel in a zinc rich electrolyte. The zinc level is kept topped up by having a 'zinc generator' (a chunk of zinc in electrical contact with steel) in the solution. There is no electrical connection to this.
Advantages stated for this (over conventional plating) are a greater 'thow' (less 'line of sight' effect), more uniform coating thickness and a more ductile coating layer. I went with it as it was cheap to try after I saw the video below.
I basically followed the procedure in the video:
He uses sodium zincate electrolyte prepared by mixing 15g / litre zinc oxide powder (ZnO) into 120g / litre sodium hydroxide (NaOH) in deionosed water.
1g / litre of citric acid is used as a chelating agent to mop up any traces of lead in the zinc oxide.
He cautions against using low grade sodium hydroxide (drain cleaner, etc.)
I ordered both the zinc oxide and the sodium hydroxide from The Soapery (you probably have to search to find them).
For a brightener, he uses 'Sparkle' aliphatic polyamine based swimming pool clarifier. It's available from SwimmingpPoolChemicals.co.uk - it's cheap enough to buy, but crippled by the shipping. I tried and failed to find alternatives, and in the end caved in and paid.
For the metallic zinc, I used an ~8mm slice cut off a cathodic protection anode that I had lying around (they are surprisingly pure) and just screwed this to a steel sheet roughly the same size.
I also bought 1 litre each of blue (clear) and yellow passivating solution from Chronos .
The stuff I wanted to plate was quite rusty - to the point of pitting. New fasteners are available, and would be the way to go for a proper restoration but the costs starts mounting up very quickly. I just wanted to put what I had back without the depressing sight of old, rusty fasteners on refurbished parts. The total cost of all the chemicals, including delivery was ~£50.
Rust was removed using the DIY evaporust mixture (citric acid / sodium hydroxide, etc.) and the parts wire brushed to shine them up a bit.
I degreased them using McKLords water based degreaser at about 5% (This stuff, but it was £11 / 5L a few months ago!) - beware, the neat stuff is VERY aggressive.
The parts were mounted onto steel wires and given a brief ~30 seconds - 1 minute dip in 10% hydrocloric acid (neat brick cleaner), then rinsed with tap water and transferred to the plating bath.
The anodes are just steel sheet (one either side of the bath); the zinc generator is steel sheet fastened to the slice of zinc with a steel screw. It looks like it is electrically connected in the photo, but it isn't - it's just hanging in the bath.
I did get a small heater, as I understand that the process needs to be at ~25°C to work, but I was doing this in the house, in the summer and temperature wasn't a problem, so the heater wasn't switched on.
Voltage required is very low (about 2V). The plating current that I've used is 20mA / cm^2 (roughly 120mA / square inch), so about 1.25 Amps for the parts in the photo. 90 minutes at that current results in 13µm (1/2 thou) plating thickness (verified using before / after measurements with a micrometer).
Immediately after plating, the parts look dull.
I give them a quick water rinse, then transfer to 2% hydrochloric acid (brick cleaner diluted 4:1) for a couple of minutes to clear off the brightener, then another quick rinse and swill them around in the passivating solution for ~30 seconds. This is when they really brighten up.
This post is getting too long - I'll add some other photos below.