



You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Adding a smoothing capacitor to a Clarke mig
- Thread starter choco
- Start date
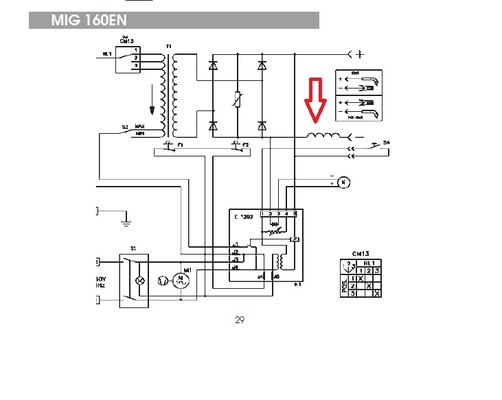
Any MIG welder worthy of the name should already have an inductor ( choke ), normally in series with the welding return lead ( "earth" lead ).
The added capacitor(s) should be fitted just after the rectifier, across the output, before the inductor.
Three or four of these capacitors wired in parallel with busbars should be enough:
https://www.ebay.co.uk/itm/Kendeil-...-Aluminium-Electroltic-Capacitor/222562911534
Some welders use the clever idea of an extra pair of normally-closed contacts on the contactor to only put the bleed resistor across the capacitors when the contactor drops out, and take the bleed resistor out of the circuit when the welding power is on. That way you can have a lower resistance value, such as 20 to 30 Ohms ( = quicker discharge ), and it doesn't waste power during welding.
The added capacitor(s) should be fitted just after the rectifier, across the output, before the inductor.
Three or four of these capacitors wired in parallel with busbars should be enough:
https://www.ebay.co.uk/itm/Kendeil-...-Aluminium-Electroltic-Capacitor/222562911534
Some welders use the clever idea of an extra pair of normally-closed contacts on the contactor to only put the bleed resistor across the capacitors when the contactor drops out, and take the bleed resistor out of the circuit when the welding power is on. That way you can have a lower resistance value, such as 20 to 30 Ohms ( = quicker discharge ), and it doesn't waste power during welding.
Last edited:
mike 109444
Member
- Messages
- 4,671
The 160 already does have an inductor (as most of the Clarkes do).
As it's an EN you will need to take care where you insert the cap (as it will be polarity conscious ) and the machine has the ability to swap polarity ! (diagram does not indicate where Clarke does this.
As it's an EN you will need to take care where you insert the cap (as it will be polarity conscious ) and the machine has the ability to swap polarity ! (diagram does not indicate where Clarke does this.
Wildefalcon
Member
- Messages
- 1,884
- Location
- Gloucestershire, England
What does this add to a welder? I've a Clarke 160 something, what would this give me that the machine doesn't do now?
mike 109444
Member
- Messages
- 4,671
It "should" smooth the DC output of the weld.
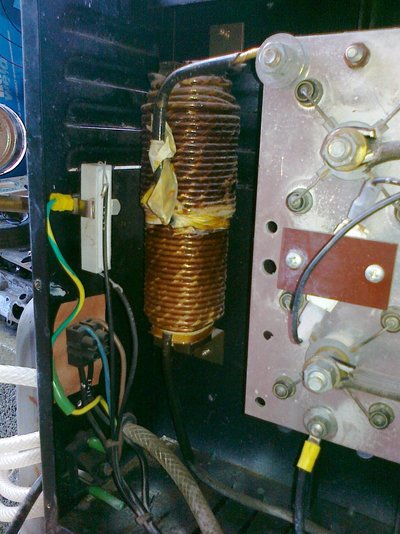
I have a very old clarke machine that came as standard with a capacitor. The connections on the capacitor became intermittent "poor connection" and as a result the weld penetration was next to non existent on 1.2 mm sheet! Tracked down fault and sorted to restore correct penetration. Understand that this machine was built (designed) with an inductor AND capacitor as part of it's makeup.
pics below.
1st inductor on left side vertically mounted.
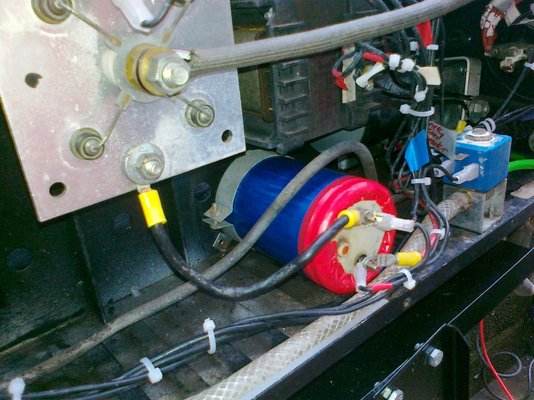
2nd single big cap
3rd and 4th experiments with original cap, new cap (bigger value) and both caps together. As you might be able to see there was not a lot between the combinations so I stuck with a single cap and used the spare to add to another machine.
I have a very old clarke machine that came as standard with a capacitor. The connections on the capacitor became intermittent "poor connection" and as a result the weld penetration was next to non existent on 1.2 mm sheet! Tracked down fault and sorted to restore correct penetration. Understand that this machine was built (designed) with an inductor AND capacitor as part of it's makeup.
pics below.
1st inductor on left side vertically mounted.
2nd single big cap
3rd and 4th experiments with original cap, new cap (bigger value) and both caps together. As you might be able to see there was not a lot between the combinations so I stuck with a single cap and used the spare to add to another machine.


mike 109444
Member
- Messages
- 4,671
ps machine has 6 power setting !
You could try just one large one, but most machines that are originally designed to include caps use a bank of medium-value ones:

There is a thread on here discussing the advantages ( if any ... ) of sharing current across multiple capacitors.
Are you planning to weld thin steel, or thick ( >3mm ) stuff? If thin, is your current lowest setting OK for you, or a bit too high?
Bear in mind that capacitors will store energy and smooth the ripple that you normally get with simple rectified AC, thus increasing the average power at each setting. A large value - 50,000 uF - compared to a smaller one - 20,000 uF - may make the lowest setting too high for thin metal.
There is a thread on here discussing the advantages ( if any ... ) of sharing current across multiple capacitors.
Are you planning to weld thin steel, or thick ( >3mm ) stuff? If thin, is your current lowest setting OK for you, or a bit too high?
Bear in mind that capacitors will store energy and smooth the ripple that you normally get with simple rectified AC, thus increasing the average power at each setting. A large value - 50,000 uF - compared to a smaller one - 20,000 uF - may make the lowest setting too high for thin metal.
Seadog
Save the planet. It's the only one with rum!
- Messages
- 11,455
- Location
- NE London - UK
A large value - 50,000 uF - compared to a smaller one - 20,000 uF - may make the lowest setting too high for thin metal.
In which case a larger value of inductor might be of benefit.
Seadog
Save the planet. It's the only one with rum!
- Messages
- 11,455
- Location
- NE London - UK
So a bank of lower uF caps would be better than one single bigger uF value?
Only if they're switchable. If they're all connected together they are effectively one large capacitor. It doesn't matter if you have one large or a thousand small ones, the effect is the same.
Without trying it, it would be hard to predict exactly what the effect of adding 5,000 or 10,000 or 50,000uF of capacitors will be, and whether it will be helpful in your usage of the welder.
With capacitors in parallel, the total effective value is the sum of the individual sizes. If you buy one or a few smaller caps, e.g. 5,000uF, you can start low and keep adding, but if you can get that 47,000uF/50v for a decent price, then give it a try. That 50v DC rating is on the limit - my Sureweld Monomig 140 has an open-circuit voltage of 43v on the highest setting. You can check your DC volts from the torch tip to the earth clamp at the highest power setting.
For this type of application, the best capacitors are those called "Computer Grade", or "Low ESR" ( equivalent series resistance ), or "High Ripple Current", and with large screw terminals, rather than solder or push-on tags.
This is the thread that discusses the possible advantages of having multiple smaller capacitors:
https://www.mig-welding.co.uk/forum/threads/180-capacitor-swapout.63068/
With capacitors in parallel, the total effective value is the sum of the individual sizes. If you buy one or a few smaller caps, e.g. 5,000uF, you can start low and keep adding, but if you can get that 47,000uF/50v for a decent price, then give it a try. That 50v DC rating is on the limit - my Sureweld Monomig 140 has an open-circuit voltage of 43v on the highest setting. You can check your DC volts from the torch tip to the earth clamp at the highest power setting.
For this type of application, the best capacitors are those called "Computer Grade", or "Low ESR" ( equivalent series resistance ), or "High Ripple Current", and with large screw terminals, rather than solder or push-on tags.
This is the thread that discusses the possible advantages of having multiple smaller capacitors:
https://www.mig-welding.co.uk/forum/threads/180-capacitor-swapout.63068/
Rig Pig
Member
- Messages
- 3,744
- Location
- Narrwich! U.K.
Without trying it, it would be hard to predict exactly what the effect of adding 5,000 or 10,000 or 50,000uF of capacitors will be, and whether it will be helpful in your usage of the welder.
With capacitors in parallel, the total effective value is the sum of the individual sizes. If you buy one or a few smaller caps, e.g. 5,000uF, you can start low and keep adding, but if you can get that 47,000uF/50v for a decent price, then give it a try. That 50v DC rating is on the limit - my Sureweld Monomig 140 has an open-circuit voltage of 43v on the highest setting. You can check your DC volts from the torch tip to the earth clamp at the highest power setting.
For this type of application, the best capacitors are those called "Computer Grade", or "Low ESR" ( equivalent series resistance ), or "High Ripple Current", and with large screw terminals, rather than solder or push-on tags.
This is the thread that discusses the possible advantages of having multiple smaller capacitors:
https://www.mig-welding.co.uk/forum/threads/180-capacitor-swapout.63068/
And the old girl is still chewing 0.8
