



TIG Welder Set Up
Setup is covered in more detail in the TIG FAQ. The basic information on this page should be a good starting point apart from for specific joints where alternative set up is detailed in the relevant tutorial page.
Tungsten
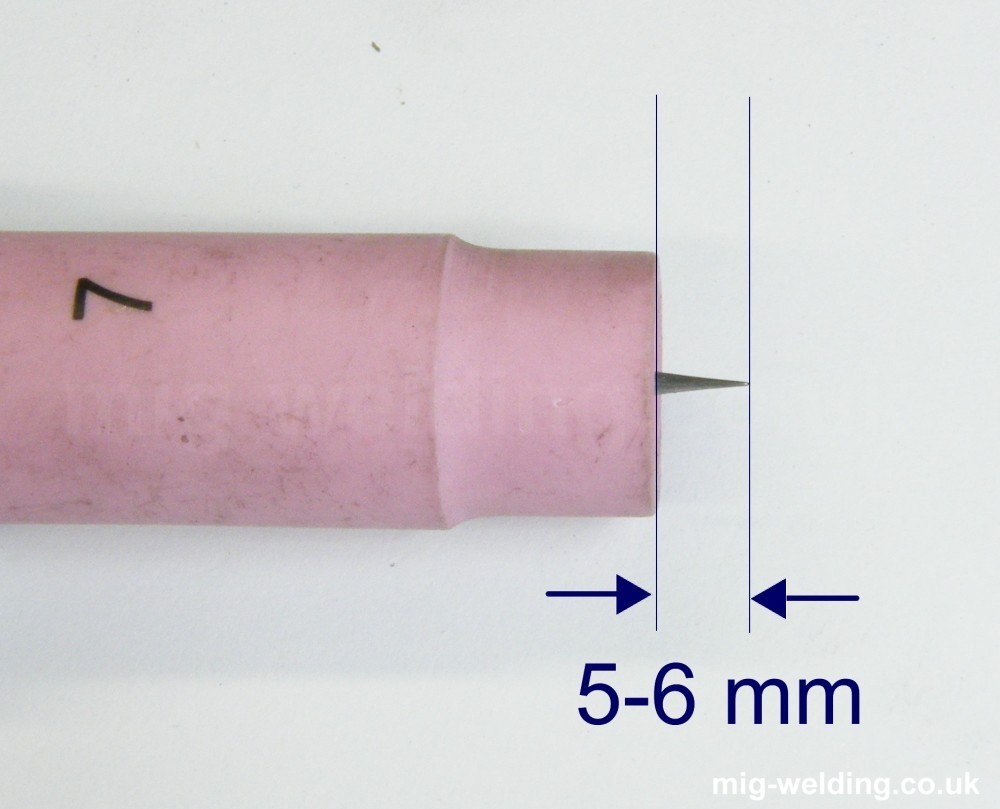
For welding steel the tungsten should be ground to a long point with the taper length about 2 or 3 times the diameter of the tungsten. See DC Electrode Preparation. The long taper and sharp tip improve arc stability.
For a butt weld or open corner weld the stick out would be about 5-6mm. Setting the tungsten stick out for fillet welds is covered on the fillet weld page.
Gas Shrouds
For general purpose work on steel a number 7 shroud is a good compromise. A smaller number 4 shroud would be more suitable for fillet welds, and larger shrouds might be used for aluminium. As a rule the larger the shroud the better the gas coverage.
Shielding Gas
Pure Argon is normally used as a TIG shielding gas and is suitable for both steel and aluminium welding. The shielding gas must be completely inert - MIG shielding gasses cannot be used as the CO2 would cause the tungsten to oxidise.
Flow Rate
Flow rate will generally be 6 to 7L/min. The rate might be increased slightly to compensate for drafty conditions. TIG uses a lot of shielding gas so it pays to set up the gas flow accurately. A flow meter attached to the regulator will give a more accurate flow reading than the gauge on the regulator (see the regulator page for the set up), or a peashooter type flow meter can be used to measure flow at the torch (see the photo to the right).
Post-Flow Time
Postflow protects the tungsten and the weld as they cool. The tungsten will take longer to cool from higher amps, and a rough rule of thumb is to increase post flow time by 1 second for every 10 amps. We've used about 4-5 seconds post flow for everything shown in the tutorial.

Polarity
DC TIG Welding is carried out with the torch negative and the work positive. That is also known as DCEN (DC electrode negative) or "straight" polarity for those with older welders.
About two thirds of the heat goes to the positive side or the arc. For TIG the negative torch helps avoid overheating the tungsten.

Other Settings
The only other setting we have used in the tutorial is slope down (set to 1.5 seconds). This reduces the amps gradually at the end of the weld which helps prevent the formation of a crater. The gas post flow time should be significantly longer than slope down time.
Some expensive TIG welders have an AC option. AC current is used for aluminium, DC for steel.
Many of the other knobs on TIG welders are to do with pulse. We've not used pulse at all in the tutorials and it's best switched off while you get the hang of technique.


