paul teggart
New Member
- Messages
- 22
- Location
- Dungannon, county Tyrone, Northern Ireland
Hi all,
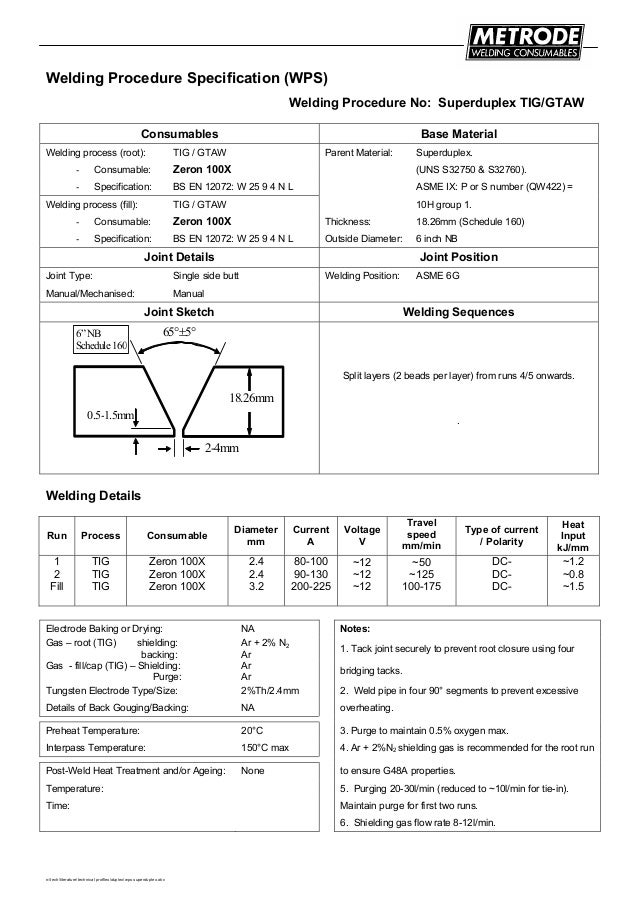
I'm (trying) to write a preliminary welding procedure for a butt weld for my employer. Once written I will send a welded sample away for destructive testing at Exova Scotland, I'll also use it to qualify the welders on the shop floor with it. I haven't actually done this before, so if any of you have written a procedure for a butt weld before could you please look at the picture and advise my where I've went wrong, which no doubt I have. I wrote this on a trial version of weld assistant but there's nothing that automated, it just generates a template based on what you've put in there.
Any advice is greatly appreciated guys, and many thanks in advance.
I'm (trying) to write a preliminary welding procedure for a butt weld for my employer. Once written I will send a welded sample away for destructive testing at Exova Scotland, I'll also use it to qualify the welders on the shop floor with it. I haven't actually done this before, so if any of you have written a procedure for a butt weld before could you please look at the picture and advise my where I've went wrong, which no doubt I have. I wrote this on a trial version of weld assistant but there's nothing that automated, it just generates a template based on what you've put in there.
Any advice is greatly appreciated guys, and many thanks in advance.