Hi all,
I am after a wiring diagram for a unimig wire feeder pcb. It came from a scrapped welder with a damaged transformer.
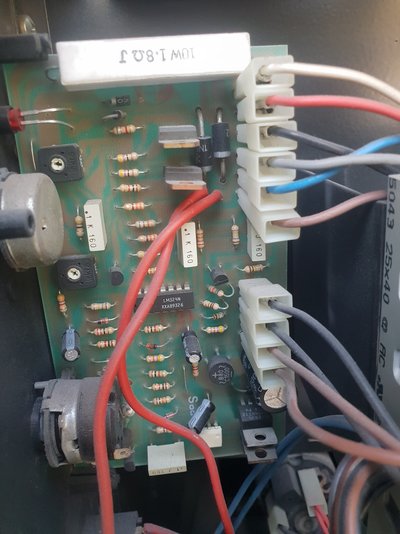
I Would like to use it for a wire feeder project I am working on but without a circuit diagram I cannot do this.
Here are some photos I have taken.
Thanks



I am after a wiring diagram for a unimig wire feeder pcb. It came from a scrapped welder with a damaged transformer.
I Would like to use it for a wire feeder project I am working on but without a circuit diagram I cannot do this.
Here are some photos I have taken.
Thanks