Hi All,
I've been nailing cars together for years, so I generally do a shed load of welding, followed by none for two years, then back to it. Although my welding on the cars has always been variable due to factors such as Skill cleanliness of steel
cleanliness of steel  ease of access
ease of access  and weather I have generally done a reasonable job, usually a lot better than the MOT repairs I've seen on cars.
and weather I have generally done a reasonable job, usually a lot better than the MOT repairs I've seen on cars.
When welding new clean steel I have generally been able to do a nice smooth slightly rippled weld, on a couple of occasions making tanks on car sumps that were fluid and pressure tight, so I don't do too bad so now down to business....
I have a habit of welding on too high a setting and welding fast, it seems to help with slight impurities on car floors and make it flow etc, it works for me anyway. I've done nice welds completely overhead on car floors by doing this and leaving a slight gap that seems to suck the weld in.
So the problem, I have this welder, now 20 years old

Now follows a couple of sample pics, the steel being used is just under 1mm thick, I'm not familiar with gauge and would have to look it up, but it's the usual thin car repair stuff your favourite factor will usually hand you, it's slightly thicker that a non rusty piece of '80s Opel if that helps.
0.6 wire used in both cases below with a fresh tip.
Gas is CO2
Traditionally I use CO2 on thin car steel as I think it cools better and stops blow through, on occasion I have gone from CO2 to ARGON without changing welder settings and blown straight through when I was going well previously so I tend to use ARGON if that is all I can get or doing thick stuff.
I'm using mini bottles and about 3 / 4 bar (thats what the old "regulator" used to say at about the same sound level).
Both are lap joints.

The weld above is sound but slightly proud, the wire feed is set at about 6.5 (where the scratch is on the welder pic)

The above pic has a bit too much penetration, is slightly undercut due to me travelling too fast and wire was set between 2 and 3.5 ( Forget exactly but was experimenting with lower settings).
Now in both above welds I was using 2 Minimum the third highest setting, I have used 2 Maximum with similar results (gets through weld through primer better)
In the above I took about 6 secs to weld 3"
It then struck me that although I always welded hot and fast I didn't generally go that hot.
I tried the welder on the same steel on 1 Minimum with gas about the same I took a full sweep of wire speeds between burning back and stutter and couldn't get enough heat in the steel to penetrate, the starting blob just got higher... tried it on 1 Maximum with similar results but slightly better penetration. To burn through on this steel would take persistence.
We are talking painfully slowly and still poor penetration.
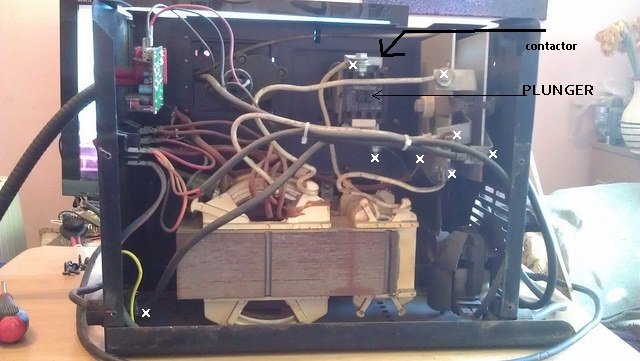
When flicking the switches I can hear the "chunk" as another set of windings is connected / disconnected so switches appear to be fine and obviously something is connected in all cases as there is power on all settings.
So is it me or does it sound like all my 1 settings are down on power?
What output should 1 min, 1 max, 2 min and 2 max have?
Is there a particular component that could account for power loss? I have read about the wire speed control being involved in "power"setting on here.
All windings seem connected so what else could it be?
Does anyone have a diagram / workshop manual so I could check the resistance of the various windings? Just telling me what it should be won't help unless I can relate it to terminals as there are a lot of unlabelled wires coming out if the core.
The welder has broken down once in the past (years and years ago) when a switch melted and the fan blew smoke out the back (I guess all windings were on and it got hot) but once cool and the switch replaced it was fine or so I think.
Any ideas?
Even if the idea is bring it round, I'm in Bolton, if a skilled welder or someone with one would like to try it that would be ok, after all if it's me I can re-learn, but at the mo I have two unknowns so no way to eliminate and not wanting to fork out a load of cash if it is me.
Thanks
I've been nailing cars together for years, so I generally do a shed load of welding, followed by none for two years, then back to it. Although my welding on the cars has always been variable due to factors such as Skill
cleanliness of steel ease of access and weather I have generally done a reasonable job, usually a lot better than the MOT repairs I've seen on cars.When welding new clean steel I have generally been able to do a nice smooth slightly rippled weld, on a couple of occasions making tanks on car sumps that were fluid and pressure tight, so I don't do too bad so now down to business....
I have a habit of welding on too high a setting and welding fast, it seems to help with slight impurities on car floors and make it flow etc, it works for me anyway. I've done nice welds completely overhead on car floors by doing this and leaving a slight gap that seems to suck the weld in.
So the problem, I have this welder, now 20 years old
Now follows a couple of sample pics, the steel being used is just under 1mm thick, I'm not familiar with gauge and would have to look it up, but it's the usual thin car repair stuff your favourite factor will usually hand you, it's slightly thicker that a non rusty piece of '80s Opel if that helps.
0.6 wire used in both cases below with a fresh tip.
Gas is CO2
Traditionally I use CO2 on thin car steel as I think it cools better and stops blow through, on occasion I have gone from CO2 to ARGON without changing welder settings and blown straight through when I was going well previously so I tend to use ARGON if that is all I can get or doing thick stuff.
I'm using mini bottles and about 3 / 4 bar (thats what the old "regulator" used to say at about the same sound level).
Both are lap joints.
The weld above is sound but slightly proud, the wire feed is set at about 6.5 (where the scratch is on the welder pic)
The above pic has a bit too much penetration, is slightly undercut due to me travelling too fast and wire was set between 2 and 3.5 ( Forget exactly but was experimenting with lower settings).
Now in both above welds I was using 2 Minimum the third highest setting, I have used 2 Maximum with similar results (gets through weld through primer better)
In the above I took about 6 secs to weld 3"
It then struck me that although I always welded hot and fast I didn't generally go that hot.
I tried the welder on the same steel on 1 Minimum with gas about the same I took a full sweep of wire speeds between burning back and stutter and couldn't get enough heat in the steel to penetrate, the starting blob just got higher... tried it on 1 Maximum with similar results but slightly better penetration. To burn through on this steel would take persistence.
We are talking painfully slowly and still poor penetration.
When flicking the switches I can hear the "chunk" as another set of windings is connected / disconnected so switches appear to be fine and obviously something is connected in all cases as there is power on all settings.
So is it me or does it sound like all my 1 settings are down on power?
What output should 1 min, 1 max, 2 min and 2 max have?
Is there a particular component that could account for power loss? I have read about the wire speed control being involved in "power"setting on here.
All windings seem connected so what else could it be?
Does anyone have a diagram / workshop manual so I could check the resistance of the various windings? Just telling me what it should be won't help unless I can relate it to terminals as there are a lot of unlabelled wires coming out if the core.
The welder has broken down once in the past (years and years ago) when a switch melted and the fan blew smoke out the back (I guess all windings were on and it got hot) but once cool and the switch replaced it was fine or so I think.
Any ideas?
Even if the idea is bring it round, I'm in Bolton, if a skilled welder or someone with one would like to try it that would be ok, after all if it's me I can re-learn, but at the mo I have two unknowns so no way to eliminate and not wanting to fork out a load of cash if it is me.
Thanks
")