



Hi guys,
Have found a lot of useful info on this forum in the past, so much so that I've never actually had to post on here until now.
Having some issues with a new Clarke 205te mig. My mate has not long started working with me, I run an automotive fabrication shop, and he bought this mig to work with me as sharing a mig was getting annoying!
I use a sealey supermig 220 and have done for over 4 years, I really rate it, we work mostly with 1.2mm and 3mm sheet metal, and 2.5mm wall tube. But whatever I do I cannot get as nice a weld from the Clarke unit.*
I have a picture to try help explain, but basically One of two main things happens...
- what I would describe as similar to drip transfer where the feed seems too slow for the current setting I'm using.
- turning the feed up, there seems to be no sweet spot as it were, regardless of current, more feed simply results in what I would call 'tall' welds, where there's too much filler material and the resulting weld is ugly.
The welder does achieve ok penetration but in our line of work the aesthetic of the fabrication and welding is as important as the structural integrity.
This problems seems worse at low current, on 1 or 2 setting it's almost impossible to create a nice bead of weld. To create a nice bead on sheet metal work, welding 1.2mm mild steel sheet with 0.8mm wire we find current setting 4 achieves best results, but we can't hold a weld longer than in inch before burning through, adjusting current to 3 and reducing feed leaves either the tall welds or drip transfer effect as described.*


The picture attached shows a spot weld on 2mm wall steel tube. Something I've noticed that you can kind of see in the pic, Is that the arc seems to produce a 'scorch' mark is best way I can describe it, dunno if it's relevant but thought I'd mention it.
I would also say that when the mig arcs up it doesn't seem to arc as nice n start up as my sealey, which u can kind of see in the picture of the spot weld. The picture would suggest that the feed is way high, but reducing it only leads to the drip transfer effect again.
I've been a welder fabricator for over 4 years professionally and been welding for years before then too.
Here's the mig in question...
http://www.machinemart.co.uk/shop/product/details/205te-turbo-mig-welder
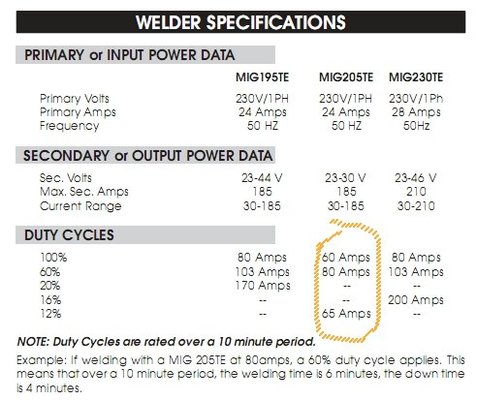
Small thing to note, we run the unit on a 13amp *mains fuse, it should be a 16amp but I've ran my sealey and other welders on 13 instead of 16 amp fuses and it's only an issue if your welding on the high side of the duty cycle, which we don't. I know this isn't how it should be done, but it's how it is lol. I can't see how this would be responsible, but if anyone thinks so I'm open to an explanation.
Woft! A lot of chat hope someone can be bothered reading that to help!
Kyle.
Have found a lot of useful info on this forum in the past, so much so that I've never actually had to post on here until now.
Having some issues with a new Clarke 205te mig. My mate has not long started working with me, I run an automotive fabrication shop, and he bought this mig to work with me as sharing a mig was getting annoying!
I use a sealey supermig 220 and have done for over 4 years, I really rate it, we work mostly with 1.2mm and 3mm sheet metal, and 2.5mm wall tube. But whatever I do I cannot get as nice a weld from the Clarke unit.*
I have a picture to try help explain, but basically One of two main things happens...
- what I would describe as similar to drip transfer where the feed seems too slow for the current setting I'm using.
- turning the feed up, there seems to be no sweet spot as it were, regardless of current, more feed simply results in what I would call 'tall' welds, where there's too much filler material and the resulting weld is ugly.
The welder does achieve ok penetration but in our line of work the aesthetic of the fabrication and welding is as important as the structural integrity.
This problems seems worse at low current, on 1 or 2 setting it's almost impossible to create a nice bead of weld. To create a nice bead on sheet metal work, welding 1.2mm mild steel sheet with 0.8mm wire we find current setting 4 achieves best results, but we can't hold a weld longer than in inch before burning through, adjusting current to 3 and reducing feed leaves either the tall welds or drip transfer effect as described.*
The picture attached shows a spot weld on 2mm wall steel tube. Something I've noticed that you can kind of see in the pic, Is that the arc seems to produce a 'scorch' mark is best way I can describe it, dunno if it's relevant but thought I'd mention it.
I would also say that when the mig arcs up it doesn't seem to arc as nice n start up as my sealey, which u can kind of see in the picture of the spot weld. The picture would suggest that the feed is way high, but reducing it only leads to the drip transfer effect again.
I've been a welder fabricator for over 4 years professionally and been welding for years before then too.
Here's the mig in question...
http://www.machinemart.co.uk/shop/product/details/205te-turbo-mig-welder
Small thing to note, we run the unit on a 13amp *mains fuse, it should be a 16amp but I've ran my sealey and other welders on 13 instead of 16 amp fuses and it's only an issue if your welding on the high side of the duty cycle, which we don't. I know this isn't how it should be done, but it's how it is lol. I can't see how this would be responsible, but if anyone thinks so I'm open to an explanation.
Woft! A lot of chat hope someone can be bothered reading that to help!
Kyle.

") but thats off topic, that thing up there the welds are sitting very high, like if not enough power ? :/
but thats off topic, that thing up there the welds are sitting very high, like if not enough power ? :/

