



You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
New to welding - feedback required
- Thread starter Jezzer99
- Start date

malcolm
& Clementine the Cat
- Messages
- 9,625
- Location
- Bedford UK
Welcome to the forum. You're already doing very well there. Can't think of anything constructive to suggest.
Well worth moving on to joints where things like voltage setting, wire speed and travel speed will have more of an effect. Try butt welding two sheets together (end to end).
Well worth moving on to joints where things like voltage setting, wire speed and travel speed will have more of an effect. Try butt welding two sheets together (end to end).
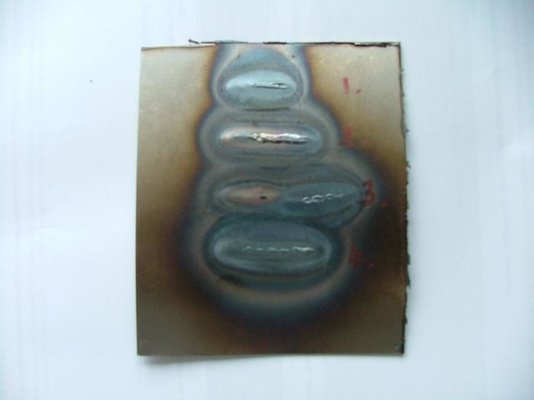
As the others have stated, good stuff, couple of points tho, those brown marks at one side of the weld suggests to me your tilt angle is to one side, keep to 90 degree along the run of the weld, brown marks again, arc length just a bit on the long side, although you have no porosity, keep it a tad tighter, if not the latter, you may have to up gas flow a tad too, what gas flow rate were you set at?
Cheers.........
Ps, just had another look, the bottom weld is what you desire. You can see it is clean as a whistle.
Cheers.........
Ps, just had another look, the bottom weld is what you desire. You can see it is clean as a whistle.
Gas flow... hmmm... it's a mini-regulator so about 4-5 if that means anything! Good point about 90 degree the the weld - sure I was on the bottom side of it which accounts for the brown above the weld?
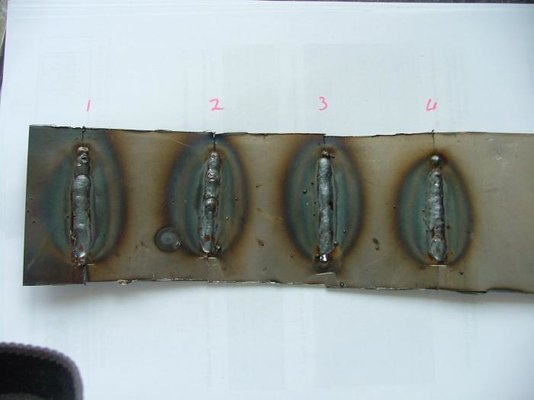
not sure about these mini regs mate, yep I was referring to weld # 4 face side, not # 4 root side. You know what you are doing, just a matter of making sure you have tilt angles, arc length the same each time you deposit a bead. And of course gas flow rate, I'm sure other members in here will have more knowledge than me on mini regs.
Cheers.......


Yo, I'm no master at this, but you want nice even penetration, and to get this you need an even speed of travel once the weld is penetrating properly. Its a bit of a knack to judge when thing are going well. The best way I can describe it is I hear a ripping type sound, and can see the front edge of the pool biting into the metal. I then try and keep things balanced like that till I finish. If I see the weld sagging a little, I speed up a bit, if I think I might blow a hole, then I usually just stop.
Weld number 1 is your best, but you dont have penetration right the way along the join. Weld 4 has too much, and then none! However, for a first time these welds are excellent, a bit of practice should see you right!
Weld number 1 is your best, but you dont have penetration right the way along the join. Weld 4 has too much, and then none! However, for a first time these welds are excellent, a bit of practice should see you right!
