yoshimitsu666
New Member
- Messages
- 10
- Location
- Northern Ireland
Good day! I have 8 or so years experience as a wire process welder and would consider myself fairly competent, but I've been having some trouble lately teaching myself to run TIG. Bought a machine a few weeks ago, and spent a day or two trying it out on mild steel. I felt like I was getting the hang of it, so picked up some stainless tube to have a bash at, with the end game being making a stainless 2.5 system for a MK1 MX5 I finished restoring this year during the covid wars.
I'll give an outline of my setup and some photos to try and best explain what i've been up to.
Hardware...
Material - 1.5mm 304 Stainless pipe
Machine - ThermalArc 202 AC/DC
Torch - No 26 Air Cooled
Tungsten - Tried 2.4mm and 1.6mm Red sharpened to 30/15 degrees, stick out length around the same as the ID of the cup, and then a whole range both over and under
Cup - Tried #7 standard, and today just fitted a new #12 Gas lens clear to try as well
Gas - 100% Argon, set initially to around 5-8lpm, and then anything from 5 up to around 50 as I was beginning to lose my marbles
Filler - I've tried 1.6mm and 1mm 308l
Prep...
I've cleaned the parent metal with panel wipe (is this ok?) but I have acetone coming tomorrow to try also just in case this is messing with the quality of the weld
The filler rods and tungsten has been also wiped with panel wipe as again, I was losing my marbles and was trying everything I could think of
The pipe was cut using a fairly rubbish evo chop saw with a TCT blade. This died after 2 cuts so I tried cutting then with a freshy zip disc in the grinder
Any rubbish was removed from the exterior and interior of the pipe using a flap disc and cleaned.
I can't bring myself to pay another £300 for a second gas bottle and setup for purge while i'm just learning, so i've mixed some SIF flux as per instructions and applied on the rear.
Pipes are butted up with a max gap of around 1/2 of the thickness of the material, also tried a flush butt too.
Settings...
Amps initially set to 40, max post flow (around 6 seconds I seem to remember).
Travel speed anything from a snails pace, up to what looked like a hollywood movie star signing an autograph.
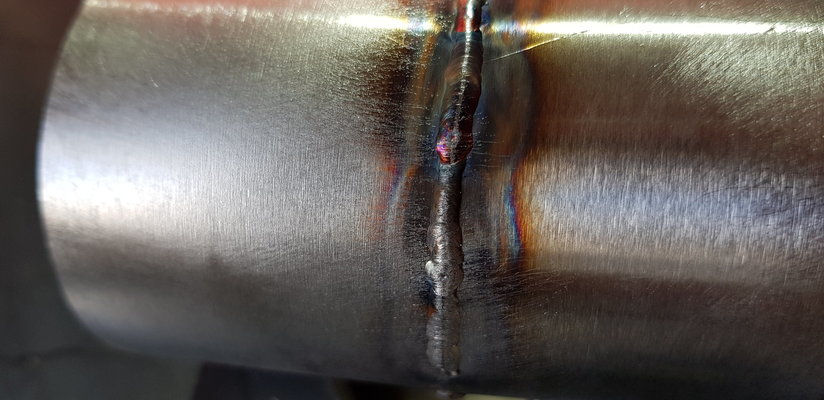
So basically I honestly think I have tried every combination possible to get these welds to come up looking like rainbows and all I am getting is quarry dust coloured rubbish. The penetration is dead on, the back of the weld has zero sugaring due to the flux, and with a wire wheel they come up looking like slightly cleaned mild steel TIG welds. I've been told I may be running too hot (i'd agree looking at the HAZ) and burning the chromium off, so I slowly reduced the heat, down to the point where the arc wasn't even creating a pool anymore. Autogenous welds are quite similar, although on a few beads I was able to finish off with a lovely golden hue, perhaps due to the additional coverage of gas from the post flow? I've told that I am moving too slow, so to increase the amps and let her fly, this didn't work either, to the point where I was moving so quickly that the arc didn't have the time to melt the filler wire. Also tried a variety of different torch angles, from 90, all the way to where it was almost parallel to the parent metal and the arc was hunting around wildly.
I've noticed that the very tip of the tungsten is spattering a little, and forming a fairly gnarly tiny ball, this would suggest oxidation due to gas issues, correct? I've checked the gas line, its fine, no PTFE tape used, all dry joints nipped up super tight. Everything is brand new and seemed to work really well on mild steel.
Trying TIG on the mild steel came out pretty well, and any shortcomings were down to me being super inexperienced. Am I correct in thinking that mild steel is less picky about the cleanliness of the gas? I've stuck in a pic of an edge to edge joint on 4mm flat bar, it came out well, a little inconsistent but I was happy with it.
Basically TLDR, I have to my knowledge tried everything so far, and I am beginning to think that the gas is perhaps contaminated, or I am doing something really really daft.
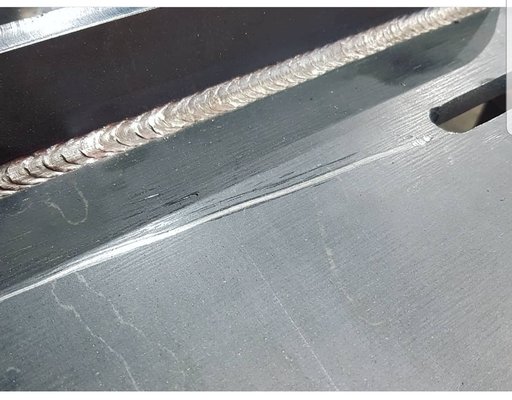
Any help is appreciated. I've attached a pic of one of my old MIG welds to show i'm not a complete idiot haha!
I'll give an outline of my setup and some photos to try and best explain what i've been up to.
Hardware...
Material - 1.5mm 304 Stainless pipe
Machine - ThermalArc 202 AC/DC
Torch - No 26 Air Cooled
Tungsten - Tried 2.4mm and 1.6mm Red sharpened to 30/15 degrees, stick out length around the same as the ID of the cup, and then a whole range both over and under
Cup - Tried #7 standard, and today just fitted a new #12 Gas lens clear to try as well
Gas - 100% Argon, set initially to around 5-8lpm, and then anything from 5 up to around 50 as I was beginning to lose my marbles
Filler - I've tried 1.6mm and 1mm 308l
Prep...
I've cleaned the parent metal with panel wipe (is this ok?) but I have acetone coming tomorrow to try also just in case this is messing with the quality of the weld
The filler rods and tungsten has been also wiped with panel wipe as again, I was losing my marbles and was trying everything I could think of
The pipe was cut using a fairly rubbish evo chop saw with a TCT blade. This died after 2 cuts so I tried cutting then with a freshy zip disc in the grinder
Any rubbish was removed from the exterior and interior of the pipe using a flap disc and cleaned.
I can't bring myself to pay another £300 for a second gas bottle and setup for purge while i'm just learning, so i've mixed some SIF flux as per instructions and applied on the rear.
Pipes are butted up with a max gap of around 1/2 of the thickness of the material, also tried a flush butt too.
Settings...
Amps initially set to 40, max post flow (around 6 seconds I seem to remember).
Travel speed anything from a snails pace, up to what looked like a hollywood movie star signing an autograph.
So basically I honestly think I have tried every combination possible to get these welds to come up looking like rainbows and all I am getting is quarry dust coloured rubbish. The penetration is dead on, the back of the weld has zero sugaring due to the flux, and with a wire wheel they come up looking like slightly cleaned mild steel TIG welds. I've been told I may be running too hot (i'd agree looking at the HAZ) and burning the chromium off, so I slowly reduced the heat, down to the point where the arc wasn't even creating a pool anymore. Autogenous welds are quite similar, although on a few beads I was able to finish off with a lovely golden hue, perhaps due to the additional coverage of gas from the post flow? I've told that I am moving too slow, so to increase the amps and let her fly, this didn't work either, to the point where I was moving so quickly that the arc didn't have the time to melt the filler wire. Also tried a variety of different torch angles, from 90, all the way to where it was almost parallel to the parent metal and the arc was hunting around wildly.
I've noticed that the very tip of the tungsten is spattering a little, and forming a fairly gnarly tiny ball, this would suggest oxidation due to gas issues, correct? I've checked the gas line, its fine, no PTFE tape used, all dry joints nipped up super tight. Everything is brand new and seemed to work really well on mild steel.
Trying TIG on the mild steel came out pretty well, and any shortcomings were down to me being super inexperienced. Am I correct in thinking that mild steel is less picky about the cleanliness of the gas? I've stuck in a pic of an edge to edge joint on 4mm flat bar, it came out well, a little inconsistent but I was happy with it.
Basically TLDR, I have to my knowledge tried everything so far, and I am beginning to think that the gas is perhaps contaminated, or I am doing something really really daft.
Any help is appreciated. I've attached a pic of one of my old MIG welds to show i'm not a complete idiot haha!