



Hey guys thought I’d share this with you guys.
So for Xmas I asked for a scotch bright wheel for my bench grinder to do some light polishing and buffing to clean parts before welding, and my amazing wife got me one but.....it’s too damn wide to fit on the spindle, so I thought I’m not gonna waste it so I came up with a plan.
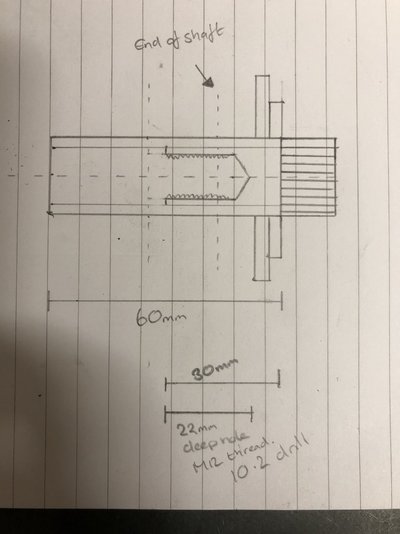
I found some scrap material to use as a bush for the wheel which has a 20mm bore and my spindle is 12mm, but the bore on the material is way to big so my plan is to drill an tap M12 a 14mm cap head (shank only) to then insert into the bushing to clamp the wheel in place, I’ll weld it to the bushing an also weld two washers on to spread the clamping onto the wheel, I also put a small piece of 15mm copper in the other end to help minimise the slip at the other end.
Now I don’t have any fancy machines to help me make this other than my tig welder so I’ve had to use all hand tools to make this, how I didn’t snap the tap in the cap head I’ll never know just took my time and finally got there. Hoping to have this welded by the weekend so I’ll show the final result once I’m done.
So for Xmas I asked for a scotch bright wheel for my bench grinder to do some light polishing and buffing to clean parts before welding, and my amazing wife got me one but.....it’s too damn wide to fit on the spindle, so I thought I’m not gonna waste it so I came up with a plan.
I found some scrap material to use as a bush for the wheel which has a 20mm bore and my spindle is 12mm, but the bore on the material is way to big so my plan is to drill an tap M12 a 14mm cap head (shank only) to then insert into the bushing to clamp the wheel in place, I’ll weld it to the bushing an also weld two washers on to spread the clamping onto the wheel, I also put a small piece of 15mm copper in the other end to help minimise the slip at the other end.
Now I don’t have any fancy machines to help me make this other than my tig welder so I’ve had to use all hand tools to make this, how I didn’t snap the tap in the cap head I’ll never know just took my time and finally got there. Hoping to have this welded by the weekend so I’ll show the final result once I’m done.
-
 47F948BE-B701-46A2-A8E7-FEEE3E309D92.jpeg171.5 KB · Views: 82
47F948BE-B701-46A2-A8E7-FEEE3E309D92.jpeg171.5 KB · Views: 82 -
 C3DEC840-ACE4-427E-B336-3C1360B270C4.jpeg176.8 KB · Views: 88
C3DEC840-ACE4-427E-B336-3C1360B270C4.jpeg176.8 KB · Views: 88 -
 16340F7C-E02A-4970-ABFC-DA8E189F17B6.jpeg152.9 KB · Views: 78
16340F7C-E02A-4970-ABFC-DA8E189F17B6.jpeg152.9 KB · Views: 78 -
 6DE7E074-5156-4414-B5E8-0AD0536C8CD2.jpeg343.9 KB · Views: 89
6DE7E074-5156-4414-B5E8-0AD0536C8CD2.jpeg343.9 KB · Views: 89 -
 AC7FE18E-5492-402B-B89D-2070E2C01B3A.jpeg165.4 KB · Views: 86
AC7FE18E-5492-402B-B89D-2070E2C01B3A.jpeg165.4 KB · Views: 86 -
 3AF142EF-0252-4479-86BB-CAF1602A67B4.jpeg134 KB · Views: 81
3AF142EF-0252-4479-86BB-CAF1602A67B4.jpeg134 KB · Views: 81






