



You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Flux core Q
- Thread starter Iva hardy
- Start date
Brad93
Member
- Messages
- 17,575
- Location
- Essex, United Kingdom
Of course, one is solid, one is hollow.
Sorry Woz, but you're wrong.
OP are you talking about gas shielded flux-cored wire or self shielded?
Deposition rate is much, much higher with a flux cored wire over the same diameter solid wire.
Not that you get any gas shielded wires in 0.8mm diameter.
But the 0.8mm Self Shielded ESAB Coreshield 8, is about 30% higher deposition per hour than a 0.8mm solid wire like OK Autrod 12.51.
Its all to do with the burn-off rate which is derived from the cross-sectional current density.
Richard.
Member
- Messages
- 18,347
- Location
- Cambridgeshire
Yeah mate I’m afraid it’s not correct.Of course, one is solid, one is hollow.
I see what your saying (solid/hollow) and logically thinking you would say the deposit from solid would be higher but it’s not.
The reason is the burn off rate. A solid mass of wire requires more arc energy to burn off and the current passing through the wire needs be applied to the whole mass of the wire forcing your travel speed down and deposit is lower.
A tubular wire the current is applied only to the outside of the tube. The current has a way easier life burning this off and allowing you to get a move on. the content of the tube is simply fill. Deposit rates on a flux core like for like can be 25-30% higher over solid wires.
Self shielded .. reason i ask is i have been playing with a new set and my beads seem quite thin compared to when i was using my mates set ( gas shielded set up) . I could deliberatly lay too much steel down etc when he was showing me what not to do but cant replicate this on my set using flux cored electrode negative. I can lay a neat bead but looks a bit flat compared to what i have done on my mates set with him saying they were very good. Even slowing right down just makes the workpiece nearly go on meltdown .. i know my set will be different i just though frigging a bead up by say laying far too much steel down would be easier which is why i asked the question.. i think my mates is 1mm wire . Sorry for the long reply just confused why i cant run a bead thats too high/ fat etcSorry Woz, but you're wrong.
OP are you talking about gas shielded flux-cored wire or self shielded?
Deposition rate is much, much higher with a flux cored wire over the same diameter solid wire.
Not that you get any gas shielded wires in 0.8mm diameter.
But the 0.8mm Self Shielded ESAB Coreshield 8, is about 30% higher deposition per hour than a 0.8mm solid wire like OK Autrod 12.51.
Its all to do with the burn-off rate which is derived from the cross-sectional current density.
Brad93
Member
- Messages
- 17,575
- Location
- Essex, United Kingdom
Self shielded .. reason i ask is i have been playing with a new set and my beads seem quite thin compared to when i was using my mates set ( gas shielded set up) . I could deliberatly lay too much steel down etc when he was showing me what not to do but cant replicate this on my set using flux cored electrode negative. I can lay a neat bead but looks a bit flat compared to what i have done on my mates set with him saying they were very good. Even slowing right down just makes the workpiece nearly go on meltdown .. i know my set will be different i just though frigging a bead up by say laying far too much steel down would be easier which is why i asked the question.. i think my mates is 1mm wire . Sorry for the long reply just confused why i cant run a bead thats too high/ fat etc
Are you running negative polarity?
Depends how you look at it.....a 15kg spool of solid will deposit 15kg of weld.........15 kg of cored will produce less than 15kg of weld (about 14% less)
FCW will deposit more Kg per hour providing you have the current to take advantage
0.8mm solid isnt used to give high deposition so you will probably not notice much difference.....especially as the smallest FCW is often 0.9mm....(I know 0.8mm is available but its rare)
FCW will deposit more Kg per hour providing you have the current to take advantage
0.8mm solid isnt used to give high deposition so you will probably not notice much difference.....especially as the smallest FCW is often 0.9mm....(I know 0.8mm is available but its rare)
- Messages
- 17,010
This was my way of thinking.Depends how you look at it.....a 15kg spool of solid will deposit 15kg of weld.........15 kg of cored will produce less than 15kg of weld (about 14% less)
FCW will deposit more Kg per hour providing you have the current to take advantage
0.8mm solid isnt used to give high deposition so you will probably not notice much difference.....especially as the smallest FCW is often 0.9mm....(I know 0.8mm is available but its rare)
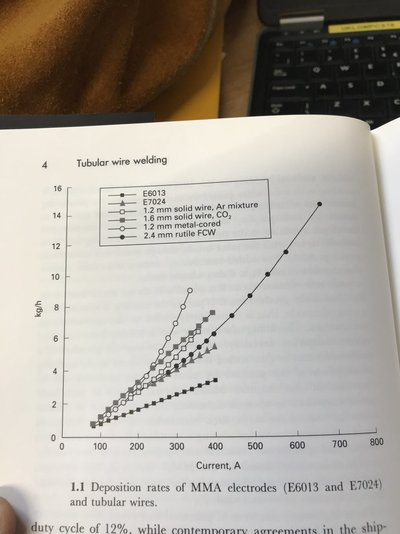
Id say if you compare like sizes (not 1.2mm v 2.4mm as in the graph shown earlier) you will get about the same or a bit more with FCW....amp for amp....the major difference comes when you reach the limit for solid wire (1.2mm maybe 300 amps) and the weld starts to look "boiled"....the FCW (gas shielded) can gn to higher current and the metal cored even higher...thats when the extra productivity kicks in...........Then you have another calculation to do....is the higher cost of the wire justified by the additional productivity....and that depends on labour rates etc..........Id say, most firms who use FCW gas shielded dont use it for productivity reasons...often its weld quality thats better or something else
Ive known loads of applications where firms have swapped to metal cored and then weeks later realised they are not getting more work out the door. This is because they didnt turn the wick up. Ive even know it reduce productivity because the guys were told it welds quicker so they relax a bit.
Higher current can also cause issues....heat, distortion, fume etc etc....so its not a gimme
There is one famous flux cored (gas shielded) that melts particularly slowly and the welders wont change because they would get more work out if they did. Its been proved to the management on more than one occasion and by more than one manufacturer. However when forced to try something else the repair rate or stoppages increase mysteriously.
Ive known loads of applications where firms have swapped to metal cored and then weeks later realised they are not getting more work out the door. This is because they didnt turn the wick up. Ive even know it reduce productivity because the guys were told it welds quicker so they relax a bit.
Higher current can also cause issues....heat, distortion, fume etc etc....so its not a gimme
There is one famous flux cored (gas shielded) that melts particularly slowly and the welders wont change because they would get more work out if they did. Its been proved to the management on more than one occasion and by more than one manufacturer. However when forced to try something else the repair rate or stoppages increase mysteriously.
Appyasme1
Member
- Messages
- 1,385
- Location
- Lancashire
Wow.Have I got the one and only chance to edit a Mods comment out.Every day’s a school day.
Having never tried F.C I sit (in the pub) corrected.
I won’t do a sneaky one and edit my comments out.

....the major difference comes when you reach the limit for solid wire (1.2mm maybe 300 amps) and the weld starts to look "boiled"....
Could you please explain more. I read somewhere about current limits for diameters of wires, but I do not really remember what those limits practicaly means, and which values are for each diameter. On the other hand, there is a story about ESAB OK 12.50 (non coppered) that could be used up to 400A without any problem.
Flux cored gas shielded and especially metal cored gas shielded can carry higher amperage than their equivalent sized solid wire...someone (Richard i think) explained it earlier..whilst maintaining a good bead shape.....higher current means faster welding.....thats it reallyCould you please explain more. I read somewhere about current limits for diameters of wires, but I do not really remember what those limits practicaly means, and which values are for each diameter. On the other hand, there is a story about ESAB OK 12.50 (non coppered) that could be used up to 400A without any problem.
The self shielded dont show the same characteristics and are employed in different applications.
