After purchasing a Stealth Digi tig late last year it sat unused for various reasons until tonight when I finally got around to setting it up and giving it a whirl. My old man is in need of something being made up in aluminium so needing an excuse to actually use my purchase I said I’d give it a go..
After purchasing a Stealth Digi tig late last year it sat unused for various reasons until tonight when I finally got around to setting it up and giving it a whirl. My old man is in need of something being made up in aluminium so needing an excuse to actually use my purchase I said I’d give it a go..I had a quick read of the tutorial section and Richards guide before heading out to the garage and had the following setup:
-2 sec pre flow
-120amps (3mm thick plate)
-6 sec post flow
-2 sec downslope
-6lpm gas flow
-70hz frequency
Now there was a couple of things I wasn’t sure of so just fired in a few guesses.
-upslope: didn’t know what is recommended so just put in the full 120amps
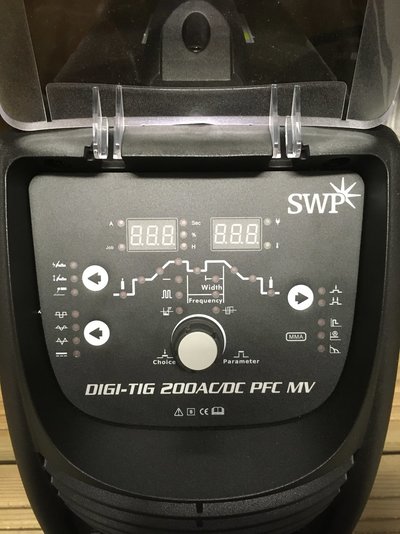
-waveform: this machine has square, sine, triangle and another unknown (flat line with dashed line below). I think for the example below I had it set to sine wave.
-there was a setting that could be adjusted between -5 and +5 (symbol at 10 oclock above the main control knob on the centre of the panel). I hadn’t a clue what this was earlier but think it must be the % cleaning? I had this all the way down at -5 for the example weld below. Looking at how dirty the weld is I suspect there’s no cleaning been happening at all so I need to move up to maybe -2 or so?
I’ve tried looking at the instruction manual supplied with the welder but no joy in deciphering what I have or should be changing. Any suggestions would be greatly welcomed
edit: forgot to mention the other 3 or 4 beads I did after this one only worsened while I was messing around with the settings. Really flat for the most part which I now understand is a frequency issue. What should you be looking at using for test beads on flat plate?