



- Forums
- Tools, Compressors and Metal Coatings
- Tools, Materials and Techniques
- Machining
- Lathes and other Machining Equipment
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Eagle Surface Grinder Build
- Thread starter RobCox
- Start date

RobCox
Member
- Messages
- 553
- Location
- Cambridge, UK
More progress...
The next part was to sleeve the knee for the saddle position shaft. The bore in the casting was a clean round 1 1/8" hole with no signs of wear so I chose to leave it well alone and make a sleeve out of bronze to provide a radial bearing surface. As the acme threaded rod I have is 3/4" dia I chose to bore this to 7/8" so the thrust bearings and (what I planned originally but had to change) locknuts for the bearing adjustment would easily fit over the thread as they'd have to be slid over the shaft as it was fitted to the knee as there's no access from the rear.
This is the finished sleeve and locknut, a view of it assembled from the front and the locknut at the rear:



The recess at the front is deep enough for an FT7/8 thrust bearing to fit inside.
The plan had been to adjust the play on the thrust bearings with a couple of locknuts inside the knee, but this plan fell apart when I assembled the nut casting on the saddle and fitted the saddle to the knee. The nut casting hit the sleeve locknut when the saddle was slid forward, so if I'd continued with the assembly I'd planned, the saddle would have lost over an inch of travel. After a rethink, I decided to retain the shaft in the sleeve with a circlip and would put up with the loss of travel due to the thrust bearing. Fast forward to when the shaft was finished and trial fitted - this is the assembly inside the knee:

I could have saved an 1/8" of travel by slimming down the locknut, but TBH at this stage it was going to be hassle chucking up the nut nice and square and holding the sleeve without ruining it, so discression won the day and thats the way it is.
The shaft was more basic turning. I'd have liked to have held the 7/8" bearing surface in a collet so it would be unmarked and true while I cut the threads for the bearing locknuts, the handle register and the threads for the handle locknut, but I not got a big enough ER32 collet (and those oversize ones are expensive), so the 4 jaw it was, with shim stock to protect the surface. I didn't take any decent pictures of turning the shaft, but here is a closeup of the woodruff keyseat for the handle being cut and the slots for the C-spanners in the locknuts being cut.


I'm going for the same look with the locknuts as I used on the knee height spindle. They're sized to fit the C spanners that fit the ER32 collets. Being an ex-cycle mechanic (nearly 40 years ago!) the similarity with bottom bracket lockrings obviously appeals to me!
The nut that holds the handle on is another custom size - 9/16 UNF fitted the bill (can't you tell my lathe is imperial). I use the horizontal mill to put the hex on. It leaves a lovely finish straight off the cutter - no swirly patterns from an end mill. Las to pictures are the nut being cut and the finished assembly:


I'm intending to do a shrink fit of the acme leadscrew into the 1/2" hole in the back of the shaft. I also need to replace the SHCS in the aluminium dial with something prettier. At that point, I'll check the saddle fit and see if the ways need attention.
Enough for now.
Rob
The next part was to sleeve the knee for the saddle position shaft. The bore in the casting was a clean round 1 1/8" hole with no signs of wear so I chose to leave it well alone and make a sleeve out of bronze to provide a radial bearing surface. As the acme threaded rod I have is 3/4" dia I chose to bore this to 7/8" so the thrust bearings and (what I planned originally but had to change) locknuts for the bearing adjustment would easily fit over the thread as they'd have to be slid over the shaft as it was fitted to the knee as there's no access from the rear.
This is the finished sleeve and locknut, a view of it assembled from the front and the locknut at the rear:
The recess at the front is deep enough for an FT7/8 thrust bearing to fit inside.
The plan had been to adjust the play on the thrust bearings with a couple of locknuts inside the knee, but this plan fell apart when I assembled the nut casting on the saddle and fitted the saddle to the knee. The nut casting hit the sleeve locknut when the saddle was slid forward, so if I'd continued with the assembly I'd planned, the saddle would have lost over an inch of travel. After a rethink, I decided to retain the shaft in the sleeve with a circlip and would put up with the loss of travel due to the thrust bearing. Fast forward to when the shaft was finished and trial fitted - this is the assembly inside the knee:
I could have saved an 1/8" of travel by slimming down the locknut, but TBH at this stage it was going to be hassle chucking up the nut nice and square and holding the sleeve without ruining it, so discression won the day and thats the way it is.
The shaft was more basic turning. I'd have liked to have held the 7/8" bearing surface in a collet so it would be unmarked and true while I cut the threads for the bearing locknuts, the handle register and the threads for the handle locknut, but I not got a big enough ER32 collet (and those oversize ones are expensive), so the 4 jaw it was, with shim stock to protect the surface. I didn't take any decent pictures of turning the shaft, but here is a closeup of the woodruff keyseat for the handle being cut and the slots for the C-spanners in the locknuts being cut.
I'm going for the same look with the locknuts as I used on the knee height spindle. They're sized to fit the C spanners that fit the ER32 collets. Being an ex-cycle mechanic (nearly 40 years ago!) the similarity with bottom bracket lockrings obviously appeals to me!
The nut that holds the handle on is another custom size - 9/16 UNF fitted the bill (can't you tell my lathe is imperial). I use the horizontal mill to put the hex on. It leaves a lovely finish straight off the cutter - no swirly patterns from an end mill. Las to pictures are the nut being cut and the finished assembly:
I'm intending to do a shrink fit of the acme leadscrew into the 1/2" hole in the back of the shaft. I also need to replace the SHCS in the aluminium dial with something prettier. At that point, I'll check the saddle fit and see if the ways need attention.
Enough for now.
Rob
RobCox
Member
- Messages
- 553
- Location
- Cambridge, UK
I finally got the acme threaded rod fitted to the machined saddle feed shaft yesterday. First time I've done a shrink fit but it worked really well. I wasn't brave/foolish enough to go at it unprepared, so I took a length of 3/4" rod, drilled, bored and reamed a 1/2" hole in the end, then machined up a piece of 9/16" rod to 1/2" plus clearance. I started trying 2 thou over, then after that jammed very quickly when I tried to assemble them I checked Machinery's Handbook, machined out the stuck piece and tried again, this time with half a thou. The rod would fit in tightly at room temp about a quarter of an inch. When the outside piece was heated up the assembly went really easily.
So I went for it with the acme rod. I cut it long enough so if I messed it up there would be enough for another go. The acme rod machined like some gummy stainless. I managed to burn up an HSS tool on it at one point, but once to size I repeated the assembly technique, getting the shaft hot enough so that the surface was just beginning to colour. At that point, offer up the two parts and hit it home quickly with a soft blow hammer. No pics of this bit because it happened too fast! The end result is this:

There's 1 1/4" of engagement between the two parts and it came out nice and straight. I assembled up the shaft and saddle on the knee and it works just like it was supposed to:

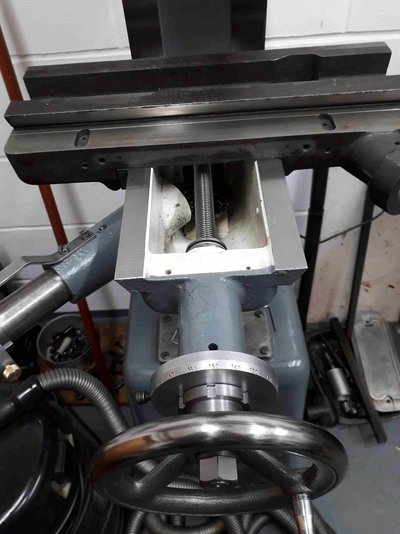

With the gib adjusted, the table is a bit sloppy in the middle and tight at the ends of the travel, so the ways need attention next.https://www.mig-welding.co.uk/forum...5/?temp_hash=e6cb52ecccf62bf9baecdaf73960e0a8
So I went for it with the acme rod. I cut it long enough so if I messed it up there would be enough for another go. The acme rod machined like some gummy stainless. I managed to burn up an HSS tool on it at one point, but once to size I repeated the assembly technique, getting the shaft hot enough so that the surface was just beginning to colour. At that point, offer up the two parts and hit it home quickly with a soft blow hammer. No pics of this bit because it happened too fast! The end result is this:
There's 1 1/4" of engagement between the two parts and it came out nice and straight. I assembled up the shaft and saddle on the knee and it works just like it was supposed to:
With the gib adjusted, the table is a bit sloppy in the middle and tight at the ends of the travel, so the ways need attention next.https://www.mig-welding.co.uk/forum...5/?temp_hash=e6cb52ecccf62bf9baecdaf73960e0a8

RobCox
Member
- Messages
- 553
- Location
- Cambridge, UK
It's been a while since I last posted any progress on this, but I've been busy sorting out things I'll need to move this rebuild forward.
The ways between the saddle and the knee have been ground - this happened before I acquired the machine and appears to have been done well, as the saddle now moves very nicely as the handwheel is turned. However, the ways between the saddle and the table were badly worn and had not been touched, so not having a grinder to flatten these out I decided to teach myself how to scrape. Not having the time (or money!) to do one of Richard King's courses, I've had to use Youtube as a source of guidance, followed by the usual trial and error. So, for any of you experienced scrapers out there looking at that and thinking "that's not very good...", in my defence this is my first attempt at this sort of thing and I was quite pleased with the result.
I decided to teach myself how to scrape. Not having the time (or money!) to do one of Richard King's courses, I've had to use Youtube as a source of guidance, followed by the usual trial and error. So, for any of you experienced scrapers out there looking at that and thinking "that's not very good...", in my defence this is my first attempt at this sort of thing and I was quite pleased with the result.
In the post above you can see the wear on the saddle ways from the table sliding - the step is the place where the gib rides, presumably not in contact. The step was about 20 thou high and the sliding surface bowed by about 7 thou from the middle, so I set about machining it off as follows:
First, use the original machined top of the dovetails as a reference and clean up the three pads on the bottom of the casting to give a reference underneath:


then rest it on parallels on the surface plate to measure the wear:

I set it on the mill table to get the surface to a uniform height (mill accuracy permitting). I started with an HSS flycutter bit (to get under the dovetails) but the cat iron surface had probably work hardened and made short work of the tool edge, so I ended up grinding a brazed on carbide lathe tool (the sort you buy when you first start when you don't know any better!) and that machined the ways ok, leaving a "nice" orange-peel like finish (the flycut surface in the pic below was from the HSS tool - it's also a bit rough up close):


The ways between the saddle and the knee have been ground - this happened before I acquired the machine and appears to have been done well, as the saddle now moves very nicely as the handwheel is turned. However, the ways between the saddle and the table were badly worn and had not been touched, so not having a grinder to flatten these out
I decided to teach myself how to scrape. Not having the time (or money!) to do one of Richard King's courses, I've had to use Youtube as a source of guidance, followed by the usual trial and error. So, for any of you experienced scrapers out there looking at that and thinking "that's not very good...", in my defence this is my first attempt at this sort of thing and I was quite pleased with the result.In the post above you can see the wear on the saddle ways from the table sliding - the step is the place where the gib rides, presumably not in contact. The step was about 20 thou high and the sliding surface bowed by about 7 thou from the middle, so I set about machining it off as follows:
First, use the original machined top of the dovetails as a reference and clean up the three pads on the bottom of the casting to give a reference underneath:
then rest it on parallels on the surface plate to measure the wear:
I set it on the mill table to get the surface to a uniform height (mill accuracy permitting). I started with an HSS flycutter bit (to get under the dovetails) but the cat iron surface had probably work hardened and made short work of the tool edge, so I ended up grinding a brazed on carbide lathe tool (the sort you buy when you first start when you don't know any better!) and that machined the ways ok, leaving a "nice" orange-peel like finish (the flycut surface in the pic below was from the HSS tool - it's also a bit rough up close):
RobCox
Member
- Messages
- 553
- Location
- Cambridge, UK
And so to the scraping. I started on a chunk of cast iron that I milled flat. When I was happy that I'd made a reasonable job of that I moved on to a camelback casting that I bought some time ago:

I gt this to what I thought was ok - probably only about 20 ppi though - then scraped in the 45 degree dovetail. The base then went bowed slightly, so I had to scrape that in again. Hey-ho, more practice. I then felt confident enough that I wouldn't completely write off the saddle, so I scraped that, using the straight edge to take a print. Since the saddle wouldn't fit in my (4") vice, I used the mill to hold it, and even then I had to remove the 6" vice jaws and swap them for some thinner ally angle (to protect the vice mainly):


I did both flat sides. I've left the dovetails alone for now. If the table slides ok I'll not touch them. I was quite pleased with the result - I think its 15 to 20 points:

Rob
I gt this to what I thought was ok - probably only about 20 ppi though - then scraped in the 45 degree dovetail. The base then went bowed slightly, so I had to scrape that in again. Hey-ho, more practice. I then felt confident enough that I wouldn't completely write off the saddle, so I scraped that, using the straight edge to take a print. Since the saddle wouldn't fit in my (4") vice, I used the mill to hold it, and even then I had to remove the 6" vice jaws and swap them for some thinner ally angle (to protect the vice mainly):
I did both flat sides. I've left the dovetails alone for now. If the table slides ok I'll not touch them. I was quite pleased with the result - I think its 15 to 20 points:
Rob
RobCox
Member
- Messages
- 553
- Location
- Cambridge, UK
And so to the table. All my tools (mill, surface plate) are a bit small for even this modest sized table, so the mill head had to be swung around to mill each end of the ways:


I started using the flycutter again, but wasn't happy with the finish so switched to the facemill as the dovetails weren't in the way on this piece. The ends of the table, measured on the surface plate with the T slots against the plate, were over 15 thou higher than the centre. By the time I'd finished milling it "flat" and got it back on the surface plate, I learned just how much my mill sags at the end of the table travel - about 3 thou, which for me is a few hours of heavy scraping!
As I said, my surface plate is a bit small, but I've not got the room nor the inclination to spend the cost of this grinder on a bigger plate, so we make do with what we have:

Again, the mill was used to support the table for scraping. This time with just a couple of studs in the back slot to push against, so I could lift the table to and from the surface plate for every print.

And here, after less than 20 hours of scraping (the mill sag ensured there was plenty to take off!) is today's result:

I have a picture with it blued up, on it's side as it's easier to see the marking, but it's a bit blurred full size:

Now for the rack, helical gear and spindle..
Rob
I started using the flycutter again, but wasn't happy with the finish so switched to the facemill as the dovetails weren't in the way on this piece. The ends of the table, measured on the surface plate with the T slots against the plate, were over 15 thou higher than the centre. By the time I'd finished milling it "flat" and got it back on the surface plate, I learned just how much my mill sags at the end of the table travel - about 3 thou, which for me is a few hours of heavy scraping!
As I said, my surface plate is a bit small, but I've not got the room nor the inclination to spend the cost of this grinder on a bigger plate, so we make do with what we have:
Again, the mill was used to support the table for scraping. This time with just a couple of studs in the back slot to push against, so I could lift the table to and from the surface plate for every print.
And here, after less than 20 hours of scraping (the mill sag ensured there was plenty to take off!) is today's result:
I have a picture with it blued up, on it's side as it's easier to see the marking, but it's a bit blurred full size:
Now for the rack, helical gear and spindle..
Rob

RobCox
Member
- Messages
- 553
- Location
- Cambridge, UK
I fitted the table on the saddle, fitted the gib and used the original gib screws temporarily (they're a bit manky). The gib screws had pointed ends and as soon as they were tightened slightly the table bound up solid. I took out one of the screws and tapped a transfer punch in to see where it was lining up. As I'd removed material from both the table and saddle ways the gib screws were now right at the bottom of the conical divots that they would originally have sat in, so as they were tightened they wedged the gib down against the saddle way locking it up. There wasn't an awful lot of clearance above the gib either, so I decided I'd machine off a slither off the top of the gib for clearance, and to pocket the contact points for the screws so they didn't force the gib vertically.
A trapezoidal shape is awkward to hold so I made up some clamp blocks to hold the gib at 30 degrees for milling. First I found a milling cutter I could put a bevelled edge on and sharpened it to the correct angle in the TC grinder:

Then milled some slots at an angle in some lengths of square bar:

These blocks were drilled and tapped and some M6 screws drilled to accept some bevelled brass pieces so I wouldn't gall up the gib. These are the finished blocks and screws

and this is the gib mounted on the mill table

The gib is longer than the table travel of the mill, so I use the vertical head and swing it left and right 30 degrees and cut half at once. The mill vertical head swings parallel to the table so the step at the middle where the two cuts join is a fraction of a thou

I took 40 thou off the height of the gib in this setup. I then fitted the vice to the mill table and used the clamp blocks to hold the gib so I could machine away the original gib screw divots which were now in the wrong place. This is the setup for machining:

and before and after pics of the landing spots for the gib screws:


By this point, the new grub screws had arrived to replace the originals, 1-1/2" 1/4-20 UNCs. I fitted them with a ball bearing between each screw and the gib to further try and ensure the gib didn't get pushed vertically. The table slid quite nicely except at the end of the travel, where it got a bit tight.
A trapezoidal shape is awkward to hold so I made up some clamp blocks to hold the gib at 30 degrees for milling. First I found a milling cutter I could put a bevelled edge on and sharpened it to the correct angle in the TC grinder:
Then milled some slots at an angle in some lengths of square bar:
These blocks were drilled and tapped and some M6 screws drilled to accept some bevelled brass pieces so I wouldn't gall up the gib. These are the finished blocks and screws
and this is the gib mounted on the mill table
The gib is longer than the table travel of the mill, so I use the vertical head and swing it left and right 30 degrees and cut half at once. The mill vertical head swings parallel to the table so the step at the middle where the two cuts join is a fraction of a thou
I took 40 thou off the height of the gib in this setup. I then fitted the vice to the mill table and used the clamp blocks to hold the gib so I could machine away the original gib screw divots which were now in the wrong place. This is the setup for machining:
and before and after pics of the landing spots for the gib screws:
By this point, the new grub screws had arrived to replace the originals, 1-1/2" 1/4-20 UNCs. I fitted them with a ball bearing between each screw and the gib to further try and ensure the gib didn't get pushed vertically. The table slid quite nicely except at the end of the travel, where it got a bit tight.
RobCox
Member
- Messages
- 553
- Location
- Cambridge, UK
So off came the table so I could measure across the dovetails. I haven't got any gauge pins, so a couple of bits of 12mm drill rod faced and parted on the lathe were used to register against the bevel. This gave me a chance to finally use the bore mic that I'd got for a song off ebay a while ago. Its difficult to read in the pictures, but the mic revealed about 3 thou narrowing of the dovetails at the end:


I mounted the table on its side on the mill and a little bit of scraping on the narrow end only, the dovetail blued up uniformly:

The dovetail that needed scraping was on the lower right of the above picture. Once in was done and reassembled, I used a transfer punch to mark where the centres of the gib screws contacted the recessed lands and drilled some small divots with a 3.5mm drill so the ball bearings wouldn't shift sideways with the table movement. Its all back together now, and the table slides very smoothly over its full travel and had no discernable slop.

Thanks for reading,
Rob
I mounted the table on its side on the mill and a little bit of scraping on the narrow end only, the dovetail blued up uniformly:
The dovetail that needed scraping was on the lower right of the above picture. Once in was done and reassembled, I used a transfer punch to mark where the centres of the gib screws contacted the recessed lands and drilled some small divots with a 3.5mm drill so the ball bearings wouldn't shift sideways with the table movement. Its all back together now, and the table slides very smoothly over its full travel and had no discernable slop.
Thanks for reading,
Rob
RobCox
Member
- Messages
- 553
- Location
- Cambridge, UK
And so to the rack. The one that I removed from the table is MOD 2, 14.5 deg PA. Its also worn out in the middle. The teeth on the end look like this:

and the middle ones like this:

Combined with the worn out pinion, there's a couple of millimetres of backlash between the teeth. I could bodge it back together and it would work (although the backlash would be annoying as there's no power feed to the table), but the real challenge for me is to fix it.
I looked around for MOD 2 14.5 deg gear cutters, preferably with a 1" bore. Might have been able to get a custom made one but I'm not keen on spending a large fraction of what I paid for the grinder on one gear cutter, so DIY it is. Amongst my collection of ebay scores was a cutter ground to about 18 degrees, with a 1-1/2" bore. I made a spacer up to adapt this to a 1" bore and ground it on the TC grinder to put 14.5 degree angles on the sides and ground the end until it measured around 1.83mm (the width I calculated for the root of a MOD 2 rack) - or as close as I could judge to that as I was trying to measure the tip of the taper. The finished cutter looks like this:

I cut some 25mm cold-rolled to 16-1/4", a shade longer than the original, and used a 3/32 slitting saw (another ebay cheapie re-sharpened) to rough out the slots for the teeth on the 6.283mm pitch, to save wear on the above cutter as it'll be more of a faff to resharpen. I got to use the oblique hole position function on the DRO for the first time to give me the spacing. Unsurprisingly, this rack is about as big as the mill will take and had to be repositioned in the vice 3 additional times to cut all the slots, lining it up by eye. Given the wear on the original, a thou here or there won't make any difference, plus the DRO scales are only 5um resolution anyway.

And so to shaping the teeth. I swapped the horizontal arbor for the one that originally came with the mill. Its about 1-1/2" longer than the new one I bought as the original is a bit wobbly, but I traded that off against not having to use the entire y-axis travel, as it got a bit tight cutting the slots. Yes, it wasn't the best move, as the cutter weeble-wobbled its way through the slots cutting them wider than I wanted. At least the gear teeth wouldn't be too tight!

The cutter went through easily, and after two hours of step and repeat I had a rack. Here's a comparison of the new and old side by side:

I thought I'd check that they'd mesh face to face to prove that I'd got the pitch right. No problem there, but wait! One of them was bent! Remember I said it was a piece of "cold-rolled", well I only machined one side, leaving the mill finish on the other sides. It bent like a banana, 68 thou out in the middle measured with feeler gauges! The curve on the rack in this picture is NOT a camera artefact!

I should have seen that coming, but I was too keen on the raw stock being the size I wanted! Doh! I've started again, as I can't see that it'll straighten (not that I've a press to attempt that with), this time with 1-1/8" hot-rolled that I'd got for something else, and I'll mill all four faces first, but thats work in progress.
One other thing that puzzles me about the rack. It's an imperial machine, (mainly BSW but I've got a load of UNC from doing up the mill so I'm using them), so why a MOD gear? Probably has been replaced before. The fixing screws are 1/4", 26 TPI (a 1.0mm thread gauge doesn't fit, 26TPI does), but an M6 screw fits an inch down into the fixing hole. I suspect a bodge, so it'll get threads and screws to match this time, probably 1/4-20 UNC.
Rob
and the middle ones like this:
Combined with the worn out pinion, there's a couple of millimetres of backlash between the teeth. I could bodge it back together and it would work (although the backlash would be annoying as there's no power feed to the table), but the real challenge for me is to fix it.
I looked around for MOD 2 14.5 deg gear cutters, preferably with a 1" bore. Might have been able to get a custom made one but I'm not keen on spending a large fraction of what I paid for the grinder on one gear cutter, so DIY it is. Amongst my collection of ebay scores was a cutter ground to about 18 degrees, with a 1-1/2" bore. I made a spacer up to adapt this to a 1" bore and ground it on the TC grinder to put 14.5 degree angles on the sides and ground the end until it measured around 1.83mm (the width I calculated for the root of a MOD 2 rack) - or as close as I could judge to that as I was trying to measure the tip of the taper. The finished cutter looks like this:
I cut some 25mm cold-rolled to 16-1/4", a shade longer than the original, and used a 3/32 slitting saw (another ebay cheapie re-sharpened) to rough out the slots for the teeth on the 6.283mm pitch, to save wear on the above cutter as it'll be more of a faff to resharpen. I got to use the oblique hole position function on the DRO for the first time to give me the spacing. Unsurprisingly, this rack is about as big as the mill will take and had to be repositioned in the vice 3 additional times to cut all the slots, lining it up by eye. Given the wear on the original, a thou here or there won't make any difference, plus the DRO scales are only 5um resolution anyway.
And so to shaping the teeth. I swapped the horizontal arbor for the one that originally came with the mill. Its about 1-1/2" longer than the new one I bought as the original is a bit wobbly, but I traded that off against not having to use the entire y-axis travel, as it got a bit tight cutting the slots. Yes, it wasn't the best move, as the cutter weeble-wobbled its way through the slots cutting them wider than I wanted. At least the gear teeth wouldn't be too tight!
The cutter went through easily, and after two hours of step and repeat I had a rack. Here's a comparison of the new and old side by side:
I thought I'd check that they'd mesh face to face to prove that I'd got the pitch right. No problem there, but wait! One of them was bent! Remember I said it was a piece of "cold-rolled", well I only machined one side, leaving the mill finish on the other sides. It bent like a banana, 68 thou out in the middle measured with feeler gauges! The curve on the rack in this picture is NOT a camera artefact!
I should have seen that coming, but I was too keen on the raw stock being the size I wanted! Doh! I've started again, as I can't see that it'll straighten (not that I've a press to attempt that with), this time with 1-1/8" hot-rolled that I'd got for something else, and I'll mill all four faces first, but thats work in progress.
One other thing that puzzles me about the rack. It's an imperial machine, (mainly BSW but I've got a load of UNC from doing up the mill so I'm using them), so why a MOD gear? Probably has been replaced before. The fixing screws are 1/4", 26 TPI (a 1.0mm thread gauge doesn't fit, 26TPI does), but an M6 screw fits an inch down into the fixing hole. I suspect a bodge, so it'll get threads and screws to match this time, probably 1/4-20 UNC.
Rob
@RobCox this may be of interest if you want some spares:
https://www.homeworkshop.org.uk/index.php?option=com_adsmanager&view=show_ad&adid=36736&catid=2
https://www.homeworkshop.org.uk/index.php?option=com_adsmanager&view=show_ad&adid=36736&catid=2
Pete.
Forum Supporter
- Messages
- 15,170
- Location
- Kent, UK
@RobCox this may be of interest if you want some spares:
https://www.homeworkshop.org.uk/index.php?option=com_adsmanager&view=show_ad&adid=36736&catid=2
He'll be lucky I'm collecting that on Saturday morning

I just happened to visit the website after the guy put the advert up and called him right away. Been looking for another surface grinder since I scrapped that knackered old JS540. This one will suit me well as it has a smaller footprint.
mtt.tr
Member
- Messages
- 8,169
- Location
- Essex/Suffolk border
He'll be lucky I'm collecting that on Saturday morning
I just happened to visit the website after the guy put the advert up and called him right away. Been looking for another surface grinder since I scrapped that knackered old JS540. This one will suit me well as it has a smaller footprint.
Ive got an eagle mk3 it grinds flat too about 0.0001" not too sad, mine will probably gain and powerfeed in due course
Agroshield
Member
- Messages
- 6,513
One other thing that puzzles me about the rack. It's an imperial machine..., so why a MOD gear?
Possibly it is 1/4" circular pitch (6.35mm). 2 Mod is 2 x pi circular pitch (6.28mm) so practically indistinguishable.
Agroshield
Member
- Messages
- 6,513
Definately not 1/4" CP. I measured over about 14" of the rack. If its 1/4 CP the teeth should line up every 1/4" on the scale, but they gradually misalign, so I'm convinced its Mod 2.
Sorry, just realised that the gear that meshes with the rack is helical (the traverse handwheel is skewed to the table axis). The rack would be cut to suit the transverse pitch of this gear, which may not be a standard value in either system. It may be just fortuitous that its value coincides with 2 MOD.
On the bowed rack question, please have a look at:



