



- Messages
- 13,280
- Location
- England
Been on a rush job this week, one of many 
Its a large pair of dampers, that will allow flow from an incinerator to be stopped
Im doing one half, someone else doing the other half.
Its going away to be lined with about 4" of ceramic insulation on Tuesday.
The flanges and size adaptors were rolled up on our new ring rollers. Not by me though.
The drawings are pretty poor, hardly any measurements, and virtually no detail
Whoever designed it has obviously never done a day in a fab shop. All the joints are poorly designed, a lot of it is just made so edges are level and it all needs to be prepped.
Instead of reducing sizes to allow fillet welds/outside corners.
Sheets were supposed to be cut in such a way that it would have been impossible to roll properly. We changed that, rolled up a complete cylinder, then cut out the square. A fair chunk of sheet wasted, but lots of time saved")
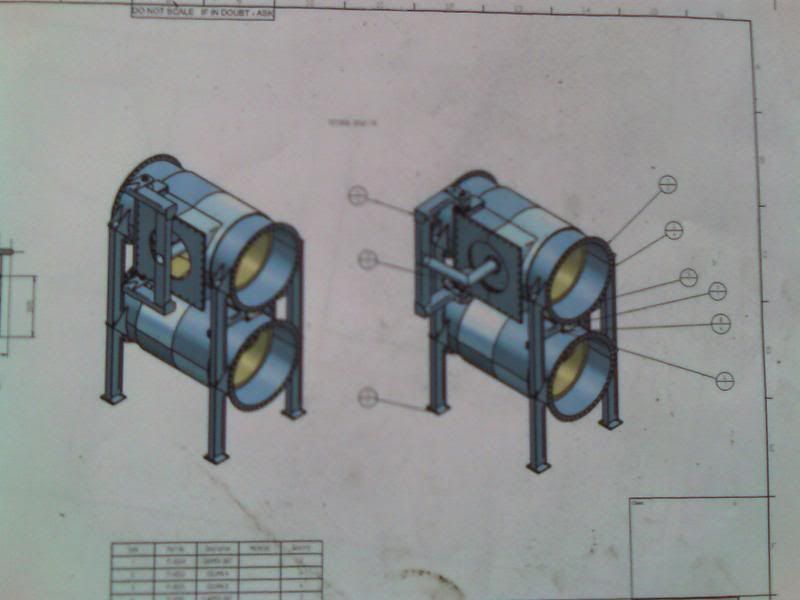
Its all fully welded, inside and out, just under 4metres round each bit.

Mounts from 10mm plate, take care to put them in the right place... unlike the foreman. Instead of putting the seams dead opposite, he ended up one hole out, so put one of the mounts out of place by about 50mm

The hinge pin mounts, profiled from 25mm plate, bearing blocks bolt on top into the tapped holes Gussets all round to keep it nice and rigid despite the heat it be in contact with.

One of the gussets didnt quite go in properly, i didnt check it was flat before i tacked it in, so a little trick to pull something into place. Tack a flat bar onto the low piece, then pull it against something higher, a very effective way to push or pull stuff into place.

Its a large pair of dampers, that will allow flow from an incinerator to be stopped
Im doing one half, someone else doing the other half.
Its going away to be lined with about 4" of ceramic insulation on Tuesday.
The flanges and size adaptors were rolled up on our new ring rollers. Not by me though.
The drawings are pretty poor, hardly any measurements, and virtually no detail
Whoever designed it has obviously never done a day in a fab shop. All the joints are poorly designed, a lot of it is just made so edges are level and it all needs to be prepped.
Instead of reducing sizes to allow fillet welds/outside corners.
Sheets were supposed to be cut in such a way that it would have been impossible to roll properly. We changed that, rolled up a complete cylinder, then cut out the square. A fair chunk of sheet wasted, but lots of time saved
Its all fully welded, inside and out, just under 4metres round each bit.
Mounts from 10mm plate, take care to put them in the right place... unlike the foreman. Instead of putting the seams dead opposite, he ended up one hole out, so put one of the mounts out of place by about 50mm
The hinge pin mounts, profiled from 25mm plate, bearing blocks bolt on top into the tapped holes Gussets all round to keep it nice and rigid despite the heat it be in contact with.
One of the gussets didnt quite go in properly, i didnt check it was flat before i tacked it in, so a little trick to pull something into place. Tack a flat bar onto the low piece, then pull it against something higher, a very effective way to push or pull stuff into place.



")
