



carlos420uk
In the garage....
- Messages
- 132
After the advice received from some of the members of this forum I though I'd go away and execute some of the suggestions made and see what I could come up with.
New welding wire:-
Firstly I choose to address the crap welding wire problem that was making my wire feed a bit erratic. The missis got me a roll of "FuturIS" from a local welding shop. Not sure how good a brand this is but they seemed to recommend it apparently, I actually sent her out for the Lincon stuff. Either way it looks much better wound that the birds nest's that Machine Mart sell!
200 Amp earth lead & heavy duty clamp with copper braid:-
I disassembled the welder to get to the earth coil and completely removed the crappy little earth wire and clamp for a "Proper" 200 amp jobby. This has made a good difference to the stability of the arc I have found.
Decent quality and length mains lead:-
The mains lead supplied with the Clarke was a bit short and also thin, so I thought whilst the welder was in bits I'd remove it at the block connector inside and replace with a longer and thicker lead. Not sure if this will make any difference to power, but having a longer lead is useful in it's own right.
New wire liner (Metal), swan neck liner and tip.
I finally yesterday managed to buy a gas bottle filled with co2 / argon mix (75/25) and a twin guage regulator to suit. I was a little miffed at first as its just a blue CO2 bottle that Jawel obviously get filled somewhere local. I have 5 of these same bottles in Grey at work full of CO2 only so though I could maybe just get one of those filled with the Co2 / argon mix. Phone Jawel to be told "If it's not one of our Blue one's we wont / can't fill it" Grrrr, oh well I'll keep theirs for the mix, and use one of the Grey bottles at work for just CO2 welding. What a rip off they are though - £75 for the bottle full of gas!
Lastly I had some credit at Machine Mart so bought myself a half decent 9-13 shade auto dimming Mig / Tig / Arc helmet. I must say this alone has made a massive difference, as I can actually see what I am doing now!
So with all of the above "Improvements" to my hobby welder I set about having another practise session last night on some 0.9-1.0mm steel that I ordered online in nice easy to manage sections of 900x600mm.
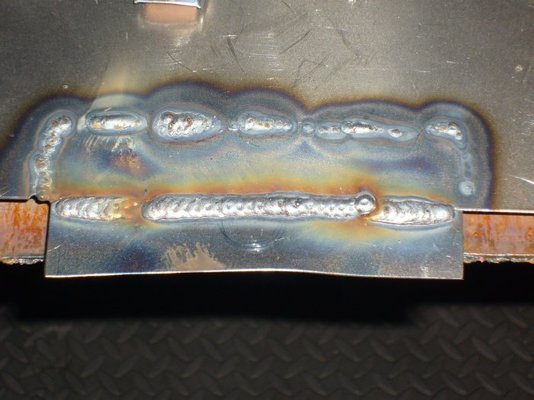
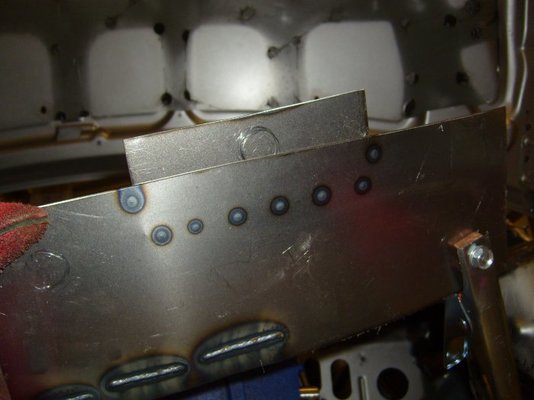
cut a few random pieces off and had a go at a few but joints, a lap joint and then lastly a T-joint. I must say for a beginner I was quite pleased with my results. I tested the strength of the T-joint by bending it till it snapped off and it broke off above the weld showing me that it was stronger than the parent metal")
I spotted the lap joint into place first with a good few spots (too many imo) then I laid a continuous weld across the lap to join them up. After 2 runs I decided that my technique must be wrong and the continuous weld was burning away a bit too much of the edge of the lapped piece and penetration the bottom piece too much. So I switched to a pulse style thin metal technique instead and found this gave a much nicer looking weld that had just as much penetration (I turned the heat and wire speed up for the pulse welds).
Enough rambling anyway, I will be trying some more joints later so will post up pics as and when.
Any help / advise as alway much appreciated:
New welding wire:-
Firstly I choose to address the crap welding wire problem that was making my wire feed a bit erratic. The missis got me a roll of "FuturIS" from a local welding shop. Not sure how good a brand this is but they seemed to recommend it apparently, I actually sent her out for the Lincon stuff. Either way it looks much better wound that the birds nest's that Machine Mart sell!
200 Amp earth lead & heavy duty clamp with copper braid:-
I disassembled the welder to get to the earth coil and completely removed the crappy little earth wire and clamp for a "Proper" 200 amp jobby. This has made a good difference to the stability of the arc I have found.
Decent quality and length mains lead:-
The mains lead supplied with the Clarke was a bit short and also thin, so I thought whilst the welder was in bits I'd remove it at the block connector inside and replace with a longer and thicker lead. Not sure if this will make any difference to power, but having a longer lead is useful in it's own right.
New wire liner (Metal), swan neck liner and tip.
I finally yesterday managed to buy a gas bottle filled with co2 / argon mix (75/25) and a twin guage regulator to suit. I was a little miffed at first as its just a blue CO2 bottle that Jawel obviously get filled somewhere local. I have 5 of these same bottles in Grey at work full of CO2 only so though I could maybe just get one of those filled with the Co2 / argon mix. Phone Jawel to be told "If it's not one of our Blue one's we wont / can't fill it" Grrrr, oh well I'll keep theirs for the mix, and use one of the Grey bottles at work for just CO2 welding. What a rip off they are though - £75 for the bottle full of gas!
Lastly I had some credit at Machine Mart so bought myself a half decent 9-13 shade auto dimming Mig / Tig / Arc helmet. I must say this alone has made a massive difference, as I can actually see what I am doing now!
So with all of the above "Improvements" to my hobby welder I set about having another practise session last night on some 0.9-1.0mm steel that I ordered online in nice easy to manage sections of 900x600mm.
cut a few random pieces off and had a go at a few but joints, a lap joint and then lastly a T-joint. I must say for a beginner I was quite pleased with my results. I tested the strength of the T-joint by bending it till it snapped off and it broke off above the weld showing me that it was stronger than the parent metal
I spotted the lap joint into place first with a good few spots (too many imo) then I laid a continuous weld across the lap to join them up. After 2 runs I decided that my technique must be wrong and the continuous weld was burning away a bit too much of the edge of the lapped piece and penetration the bottom piece too much. So I switched to a pulse style thin metal technique instead and found this gave a much nicer looking weld that had just as much penetration (I turned the heat and wire speed up for the pulse welds).
Enough rambling anyway, I will be trying some more joints later so will post up pics as and when.
Any help / advise as alway much appreciated:
-
 S7001241.jpg71 KB · Views: 1,963
S7001241.jpg71 KB · Views: 1,963 -
 S7001204.jpg76.1 KB · Views: 1,947
S7001204.jpg76.1 KB · Views: 1,947 -
 S7001201.jpg109.7 KB · Views: 1,944
S7001201.jpg109.7 KB · Views: 1,944 -
 S7001248.jpg73.1 KB · Views: 1,944
S7001248.jpg73.1 KB · Views: 1,944 -
 S7001261.jpg69.3 KB · Views: 1,925
S7001261.jpg69.3 KB · Views: 1,925 -
 S7001274.jpg72 KB · Views: 1,946
S7001274.jpg72 KB · Views: 1,946 -
 S7001280.jpg65.4 KB · Views: 1,980
S7001280.jpg65.4 KB · Views: 1,980 -
 S7001281.jpg68.4 KB · Views: 1,941
S7001281.jpg68.4 KB · Views: 1,941 -
 S7001290.jpg79.4 KB · Views: 1,945
S7001290.jpg79.4 KB · Views: 1,945 -
 S7001300.jpg69.6 KB · Views: 1,939
S7001300.jpg69.6 KB · Views: 1,939 -
 S7001298.jpg84.2 KB · Views: 1,927
S7001298.jpg84.2 KB · Views: 1,927 -
 S7001275.jpg50 KB · Views: 1,911
S7001275.jpg50 KB · Views: 1,911
")





