
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Can my welder handle 5mm?
- Thread starter Karl1989
- Start date
Wallace
Member
- Messages
- 7,790
- Location
- Staines, Middlesex, England.
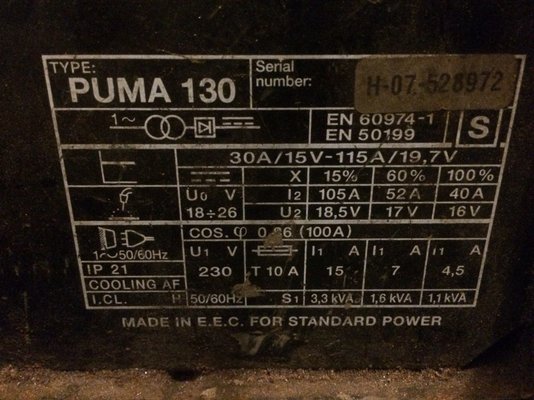
230V single phase 50/60Hz supply power. 30A/15V-115A/19.7V I read as the lowest and highest current at each voltage. Below that is the duty cycle in % for each Amp setting and Voltage so 15% duty cycle @ 105A 18.5V.
Mig settings calculator here that may be some help calculating material thicknesses.
Mig settings calculator here that may be some help calculating material thicknesses.
cumbriasteve
Moderator
- Messages
- 9,643
- Location
- Cumbria UK
The 130 would suggest it's a 130amp machine but they have probably done the same as a lot of manufacturers and put the 130 there to make buyers believe it is more powerful than it is.
If it was a 130 then with the correct prep it would have been just possible with experience, if it is 115 amps max then not really.
It will still stick 5mm but will lack penetration, probably ok for a garden ornament or similar non load bearing work but not for anything where strength is essential.
If it was a 130 then with the correct prep it would have been just possible with experience, if it is 115 amps max then not really.
It will still stick 5mm but will lack penetration, probably ok for a garden ornament or similar non load bearing work but not for anything where strength is essential.
BrokenBiker
Member
- Messages
- 12,517
- Location
- Newport, South Wales
if its nothing structural or weight bearing then with a good v prep on the joints it will glue them together...but anything that would casue problems if it breaks should probably be avoided with that welder..
it does look as if the welder is infact a 115A unit that just has 130 in the name...it may be capable of 130 amps but only if it had another slightly higher voltage setting...
it does look as if the welder is infact a 115A unit that just has 130 in the name...it may be capable of 130 amps but only if it had another slightly higher voltage setting...
rikrobson
Member
- Messages
- 3,961
- Location
- Perth, Scotland
As the others have said, it would be a no. Not only would you lack penetration, but the duty cycle will be around 1 minute in every 10. Meaning you can weld for 1 minute then have to wait 9 minutes before welding again. You will end up with alot of tacks holding the piece together.
What is it you are welding? There are plenty of members in the W Yorks area that may be willing to help
What is it you are welding? There are plenty of members in the W Yorks area that may be willing to help

BrokenBiker
Member
- Messages
- 12,517
- Location
- Newport, South Wales
The stick welder would be the far better choice...find a way to get the amps adjusted for a 3.2mm rod and burn them into it...
BrokenBiker
Member
- Messages
- 12,517
- Location
- Newport, South Wales
115amps is realistically suited to 2-2.5mm really...anything too thick will suck the heat out of the puddle and you will get a cold weld that won't penetrate too farWhat about 3mm-4mm?


BrokenBiker
Member
- Messages
- 12,517
- Location
- Newport, South Wales
The amp gauge isn't that important if you know what a rod should look and sound like when it's right...my fathers buzz box hasn't got an amp gauge, just set it by judgement.
A mig to do 5mm I would be looking at around 180-200 amps so you get the power but also a half decent duty cycle too...
A mig to do 5mm I would be looking at around 180-200 amps so you get the power but also a half decent duty cycle too...
Richard.
Member
- Messages
- 18,335
- Location
- Cambridgeshire
I see what people say about (might glue it together with a prep etc) but the answer is no. Dispite the item purpose we are welders and by welding we should always aim to weld it properly. Mig welding is a cold process at the best of times and lack of fusion been one of the most common fail points. To weld 5mm plate you need a minimum of 180 amps on tap and for the purpose of duty cycles 200 would be preferred.
super noob
Member
- Messages
- 889
Oil cooled 180A oxford will see your buckets off with ease and go all day
What size rods at what setting?
The 'standard' generic "150A" boxes are much of a muchness - 3-4 rods anywhere near full power reducing as the dust builds up...
3.2's and i was running them very hot. th flux had gone brown by the time burnt halfway up the rod. just filling up wear n a flat lift leg to stick some hardfaceign over afterwards.
i'll try it with 4's sometime soon as i've a load of damp ones and it needs doing again
Multiwelder
New Member
- Messages
- 22
- Location
- Portugal
5mm, with reasonable duty cycle...probably 180+ Amps
150 might just do it, but will be constantly kicking in the overheat after a few minutes welding..
I don't know how you guys measure your amps but I have been making anchors out of 12mm plate that never break with my R Tech 180 Mig welder. It's how you prepare the welding and how you do the welding that counts given decent levels of power of course. Every joint is bevelled and gapped. I confess I stick weld some of the main plates but the most stressed area on this one, the shank connection to the flukes , was Mag welded. I've made bend tests and have had no failures. At 180 amps on straight CO2 I'm getting globular transfer which is a bit messy but the welds are very strong. For some of the thinner plates like 5mm I go for shortcuit transfer on bevelled joints done on both sides of course. Believe me those anchors have been exposed to very high stresses without problems. I wouldn't try it with the welder under discussion here of course.

Richard.
Member
- Messages
- 18,335
- Location
- Cambridgeshire
So you have had success. I'll start with what I agree with which is the prep and method does need to be right to stand a chance but I don't agree 180 amp unit is going to give proper side wall fusion on a 12mm plate. Your root run fair enough it's up to it as a small root face can be penetrated into with dip transfer but after that you need power to ensure adequate fusion of the side walls and inter runs. Design Usually takes over when success is achieved using under powered equipment by way of taking the stress off the welds and onto the structure itself.
I also don't agree that short circuit (dip) transfer is suitable for welding 5mm plate. Again root run or thinner materials yes but 5mm shouldn't need rooting a light prep at the most then straight down it in spray IMO. Welding underpowered particularly with GMAW will eventually bite you in the bum come the day structure design can't help you out.
I also don't agree that short circuit (dip) transfer is suitable for welding 5mm plate. Again root run or thinner materials yes but 5mm shouldn't need rooting a light prep at the most then straight down it in spray IMO. Welding underpowered particularly with GMAW will eventually bite you in the bum come the day structure design can't help you out.
Multiwelder
New Member
- Messages
- 22
- Location
- Portugal
I agree of course but experience and testing have taught me a thing or two.When welding 5mm plate I use about 140amps (hard to tell on the R Tech equipment) and by bevelling(rooting) I get very good integrity and penetration. When welding 12mm plate I start at the root,achieve a good deep puddle and then do a criss cross motion over that after which I go back to the root and repeat the procedure keeping the heat going.So you have had success. I'll start with what I agree with which is the prep and method does need to be right to stand a chance but I don't agree 180 amp unit is going to give proper side wall fusion on a 12mm plate. Your root run fair enough it's up to it as a small root face can be penetrated into with dip transfer but after that you need power to ensure adequate fusion of the side walls and inter runs. Design Usually takes over when success is achieved using under powered equipment by way of taking the stress off the welds and onto the structure itself.
I also don't agree that short circuit (dip) transfer is suitable for welding 5mm plate. Again root run or thinner materials yes but 5mm shouldn't need rooting a light prep at the most then straight down it in spray IMO. Welding underpowered particularly with GMAW will eventually bite you in the bum come the day structure design can't help you out.
I would not achieve enough penetration on 5mm let alone 12mm plate without rooting and welding on both sides.
For spray transfer I would need an Argon Co2 mix which I'm not using at the moment. It would be ideal of course.My first anchor,a copy of a very well known international brand has taken a lot of punishment over the las 12 years and it was completely Mag welded with my old transformer Cbora 190.
