Dear All,
I'm new to fabrication (if you can call it that) and as part of learning to MIG weld, have fabricated a flat metal surface, on a table on which to weld. It's nothing compared to some enormous tables I've seen in the projects section of this forum and there's no way I'm showing it! It probably wouldn't support tonnes but it's flat and served as good experience and will assist in the next project.
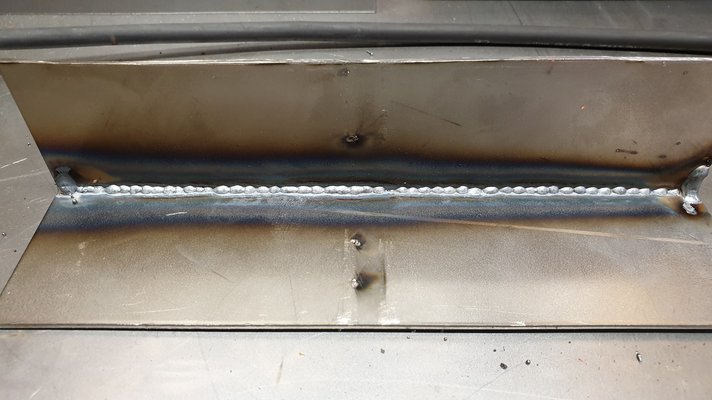
I decided it was a good idea to make a bbq from 2 mm mild steel sheet and wished to ask for advice on the best way to go about welding the edges of the material with a MIG welder (Tecarc 181).
I imagined just welding down the outside corner of the joint, creating a small fillet to hold the two pieces.
From what I've read since the initial design is that the metal will warp with the heat and it'll be a bit of a mess.
I have some small square section tube that could be welded to through the gap in the edge joint if that would help. I bought some small section angle to do this but it's not straight.
I was going to make a box then cut it near the top to create a lid.
This may be completely daft of me to even attempt this and those more experienced (or not) may scoff but I plan to attempt this with what I have and any advice and words of wisdom would be gratefully received.
Thanks and best regards.
I'm new to fabrication (if you can call it that) and as part of learning to MIG weld, have fabricated a flat metal surface, on a table on which to weld. It's nothing compared to some enormous tables I've seen in the projects section of this forum and there's no way I'm showing it! It probably wouldn't support tonnes but it's flat and served as good experience and will assist in the next project.
I decided it was a good idea to make a bbq from 2 mm mild steel sheet and wished to ask for advice on the best way to go about welding the edges of the material with a MIG welder (Tecarc 181).
I imagined just welding down the outside corner of the joint, creating a small fillet to hold the two pieces.
From what I've read since the initial design is that the metal will warp with the heat and it'll be a bit of a mess.
I have some small square section tube that could be welded to through the gap in the edge joint if that would help. I bought some small section angle to do this but it's not straight.
I was going to make a box then cut it near the top to create a lid.
This may be completely daft of me to even attempt this and those more experienced (or not) may scoff but I plan to attempt this with what I have and any advice and words of wisdom would be gratefully received.
Thanks and best regards.



")