
MIG welding - the butt weld
This page starts off describing the technique for making an edge to edge butt weld, though the technique is similar for most types of joint. The torch positioning is covered on the learning mig page.
If you've skipped all of the earlier pages do be sure to start practicing on steel at least 1.5mm to 2mm thick otherwise it would be difficult for a learner to control the holes that would inevitably blow through.
Torch Movement
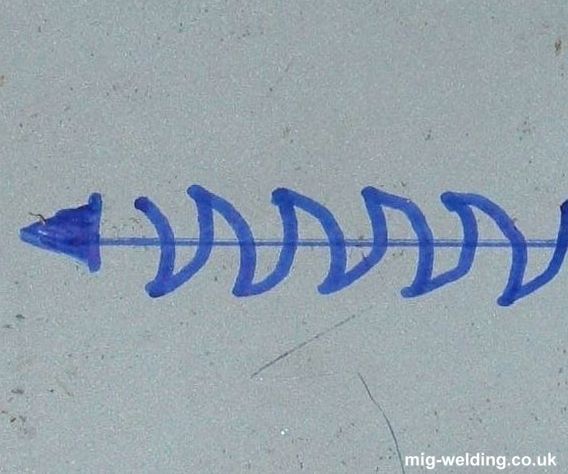
Various torch movements are used in MIG welding. The one I tend to use most on metal thinner than 2mm is a curved zig-zag motion illustrated by the photo. It lays a little weld on the edge of each sheet, then gets out of there before the sheet has a chance to blow through. Next time the arc gets to the sheet it is a little thicker and less prone to blowing through. This tends to result in a reasonably flat, neat looking weld.
Other torch movements include a ziz-zag with no curves (useful for thicker metal), and welding in a straight line without going from side to side at all (actually that one is useful for all thicknesses of metal but takes a whole lot of practice to ensure the heat is evenly distributed into both sheets of metal).
Tack welding
The heat in welding will distort metal. If you started welding with two pieces of metal perfectly aligned, then after an inch of welding one of the sheets would have moved and you'd end up trying to weld across a gap. Tack welds (shown in the photo) stitch the two sheets together to prevent movement.
For car bodywork the tack welds would be spaced at an inch apart.
When welding a seam don't start the weld on a tack as it will break. Start between the tacks, keep welding over the tacks, and finish the weld between tacks if possible.

Video
The video shows a butt weld in progress. The metal is fairly thin (1.2mm) so the curved motion is being used to quickly extend the weld pool on either side of the join before dipping back into the pool.
600Kb Flash video preloads before playing and includes sound.
Butt Welding
Here's a butt weld I made earlier.
Looks neat enough but embarrassingly it's under power (see the photo below). I used the wrong power setting for this one.
It is good practice to note down which power settings and wire feed speeds are good for each steel thickness. I've printed out a table from the calculator for reference in the garage where I can add my own scribbles where I find power settings I prefer.

Penetration is always poor when the weld starts, and in this case the weld started just before a tack weld. The tack increased the thickness of the metal and reduced penetration. The weld between the tacks has good penetration (see the power settings page for more thoughts on penetration)
Had I used an angle grinder to remove the excess metal on the tacks I would have had perfect penetration all the way. Although if this were car bodywork I wouldn't bother.
After this photo was taken I welded some sheet of the same thickness in the real world. I used the next power setting up and welded a bit faster. No problems with poor penetration near tack welds - the penetration looks very even. Hmm, maybe different photo to come, but while the old one is here you can learn from my mistakes.

Weld penetration
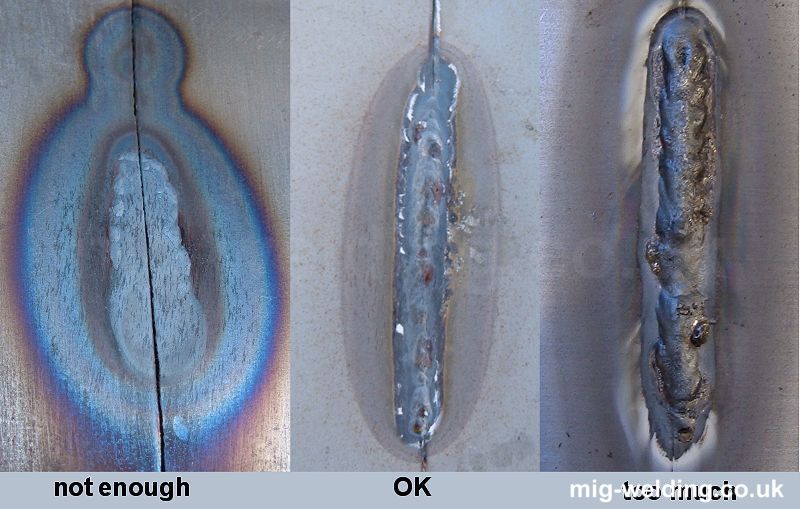
With sufficient penetration it should be impossible to see the original edges of the metal. For the weld on the left there isn't enough penetration and the joint will be weak and prone to fatigue. The middle one is about right, and the one to the right has too much penetration.
Click on the picture to the left for a larger version that will help you see what I'm talking about. The balance is between no sharp edges left by poor penetration, and too much penetration which would leave a sharp change of section between the weld and the surrounding metal.
Overlap Weld
Overlap welds are far easier to do than butt welds and are a good first step in practicing joining metal with MIG.
In a butt joint you have two sheets of metal of equal thickness. With overlap welding there will be a double thickness on one side of the weld which makes it a lot easier not to blow holes in the joint.
Overlap welds are much like butt welds apart from the torch is angled towards the double thickness (see photo) to direct the heat towards the thicker metal.
Unlike the photo, the two sheets should be clamped tightly together, otherwise it will be easy to blow holes in the top sheet. Also the torch is at too high an angle in the photo - it ought to be about 60 degrees from horizontal.

When to leave a gap
A root gap between two sheets will reduce the power needed to penetrate fully through the joint. This is the last thing you'd want with thin metal as the power setting on MIG welders doesn't go down all that far. Any steel up to 1.5mm is best welded without a gap, though a small gap or perhaps between 1/2 the thickness of the steel can be useful on steel thickness 2mm or above.
Joint preparation for thicker metal
In addition to the root gap, preparing the edges of the joint in a 'V' shape will aid penetration in metal above 3mm and will allow welding of metal approximately 50% thicker than would be possible without the joint prep. The effect of a V joint this can be seen on the Clarke 90 page.