Arc Welding Faults
The faults in these photographs are a little exaggerated. Your own faults may show some of these characteristics, but hopefully won't be quite as bad as the ones we managed. If they are it might be worth another read of the learning arc welding page.
Arc Length Faults
There's some detailed information including a video demonstrating the effect of arc length on the learning arc welding page. Beginners will commonly have too long an arc length and too great a lead angle. Note that an excessive rod lead angle will also increase the arc length.
- Arc Length Too Short
This weld was laid with the end of the rod covered by the molten slag. The surface of the weld is uneven where it has been dragged along by the rod, and the weld will be low on power and contain slag inclusions. - Arc Length OK
A normal arc weld. The weld has a consistent profile and minimal spatter. - Arc Length Too Long
Too great a distance between the rod and the work will increase the voltage resulting in a flat and wide weld with a great deal of spatter. It also makes the arc unstable, and the slag will be difficult to remove from the edges of the weld. Sectioning this weld reveals undercutting to the left side.
Arc welding is a constant current process, but the arc length has an effect on voltage. Reducing the arc length will decrease the voltage, and this reduces the heat in the weld. Increasing arc length will increase the voltage. Arc length faults can share many similarities with the current faults later on this page.

Travel Speed Faults
Beginner welders tend to move the rod too quickly, especially those who are transitioning to arc welding from another welding process. The pool of molten slag is wide, tall and bubbly, and shouldn't be mistaken for the weld pool!
The weld underneath the slag will be about half the width of the molten slag pool, and it takes longer than might be expected to build it up. Experienced arc welders say they can see the weld through the slag pool (they say it is darker and more red in colour).
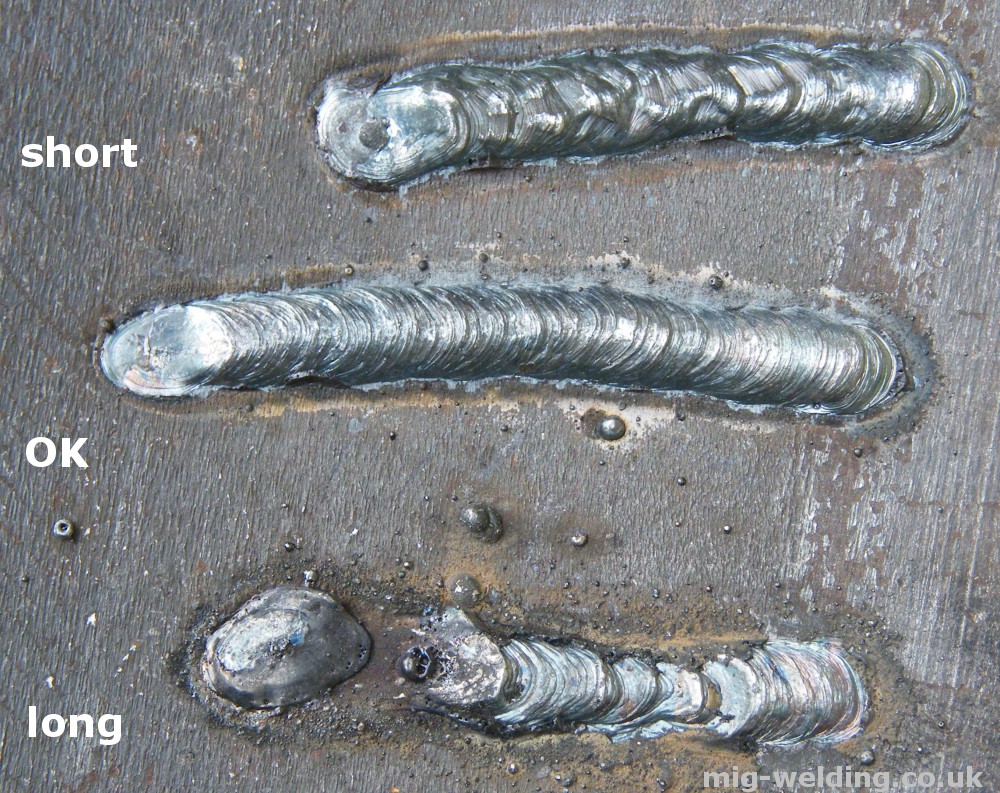
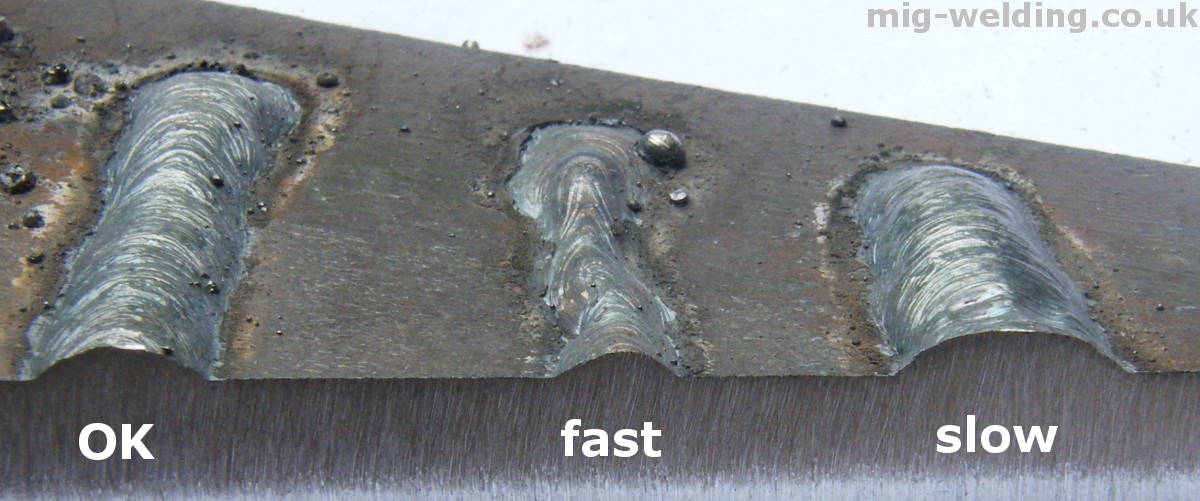
- Speed OK
The bead is fairly consistent. The ridges in the weld are semi-circular. - Speed Too Fast
Excessive speed results in a thin, weak bead. The ridges in the weld are elongated and triangular. Had the current been increased to compensate for the speed the ridges would still remain elongated. - Speed Too Slow
Welding too slowly results in a wide tall build up of weld. The shape of the weld is not consistent as the weld pool has built up and then collapsed into the crater. The poor control of the weld pool can result in cold joints and slag inclusions.

Current Setting Faults
Welding rod boxes are marked with their recommended current. For my 6013 Murex rods the 2.5mm rods are marked 70 to 100 amps DC, and the 3.2mm rods are 100 to 140 amps DC.
Where in the range you work will depend on the position of the work, but for beginners setting the amps right in the middle of the range should rule out most faults due to incorrect amps.
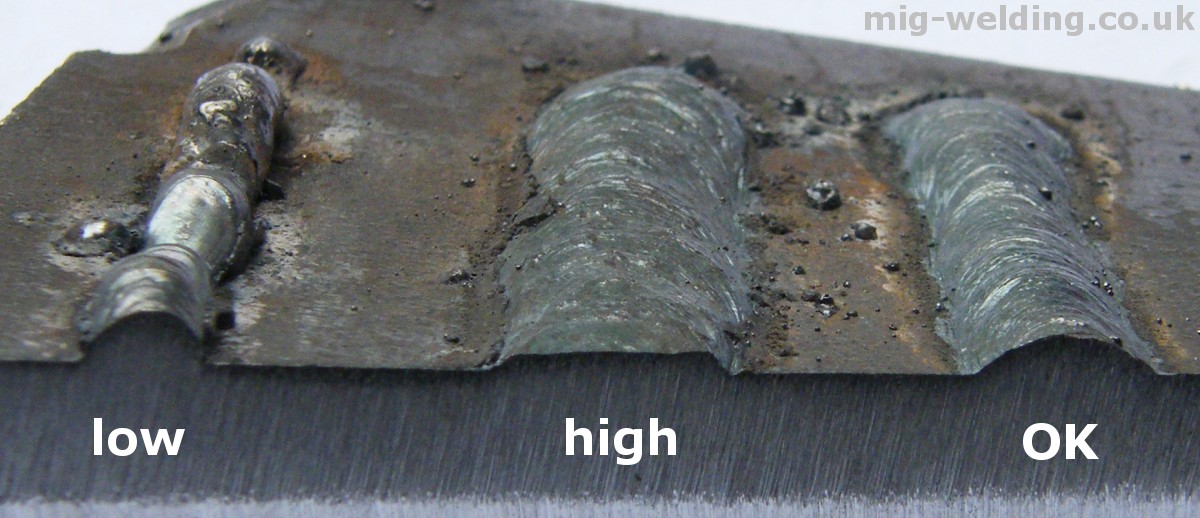
- Amps too low
Setting the amps too low will result in a tall, narrow bead lacking in penetration. The weld will be difficult to start and the arc prone to straying towards one side of a joint in preference to the other. - Amps too high
The bead is wide, flat and irregular, and a small undercut can be seen on the right of the weld in the sectioned photo. A deep crater has formed at the end of the weld, and the slag is difficult to remove from the edges of the weld.
Excessive current should not be compensated by excessive travel speed. This can result in slag inclusions due to rapid cooling of the weld. - Amps OK
With the amps set correctly the bead is a consistent rounded shape, and the slag is easy to remove.