Arc (MMA) Tutorial - Fillet Joints
Arc welded fillet joints are rarely intended to be full penetration joints. Joint preparation (as seen on the butt weld page) is not normally carried out, and the strength of the fillet weld is in the thickness of the weld itself rather than the depth of penetration. A similar technique is used to weld overlap joints.
When welding two plates of metal at an angle the rod should bisect the angle of the plates so that heat is distributed evenly into both plates.
There should also be a little lead angle on the rod as described in the learning arc welding page (ignore the shadow cast by the rod in the video as the position of the light makes it misleading).
We've used a 3.2mm rod running at about 100 amps for the root weld in the video. A tight arc helps keep the heat focused in the corner of the joint, and also prevents the arc from straying towards one plate or the other.
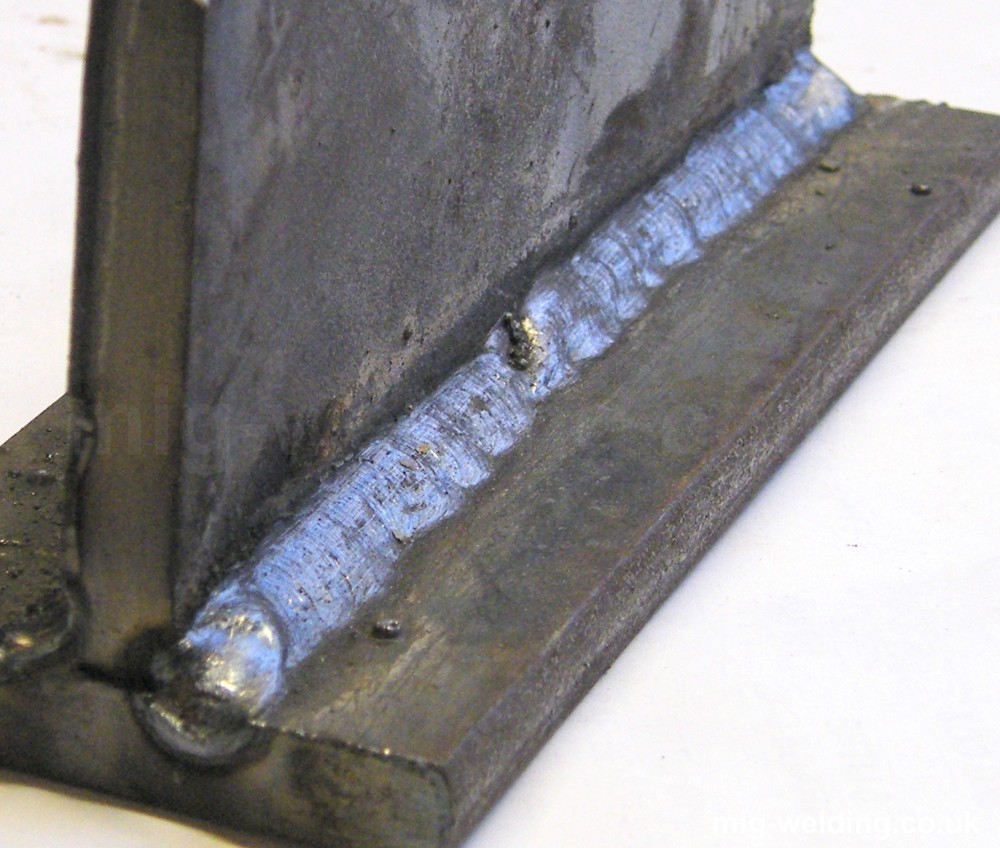
There is a small hole half way along our root weld. This is where the welder changed position mid-run and moved the rod too close to one side - you can see it happen in the video above. The rod has arced against the nearest piece of metal, and avoided the furthest plate leaving a hole full of slag.
A tight arc and correct rod angle should avoid this. The flux has nowhere to go in the corner, so more of the visible light from the arc is hidden by the flux. A very slight weaving motion can be used to help control motion, but it shouldn't be excessive as the aim is to heat the inside of the corner.
The neatness of the root weld will determine the neatness of subsequent welds.
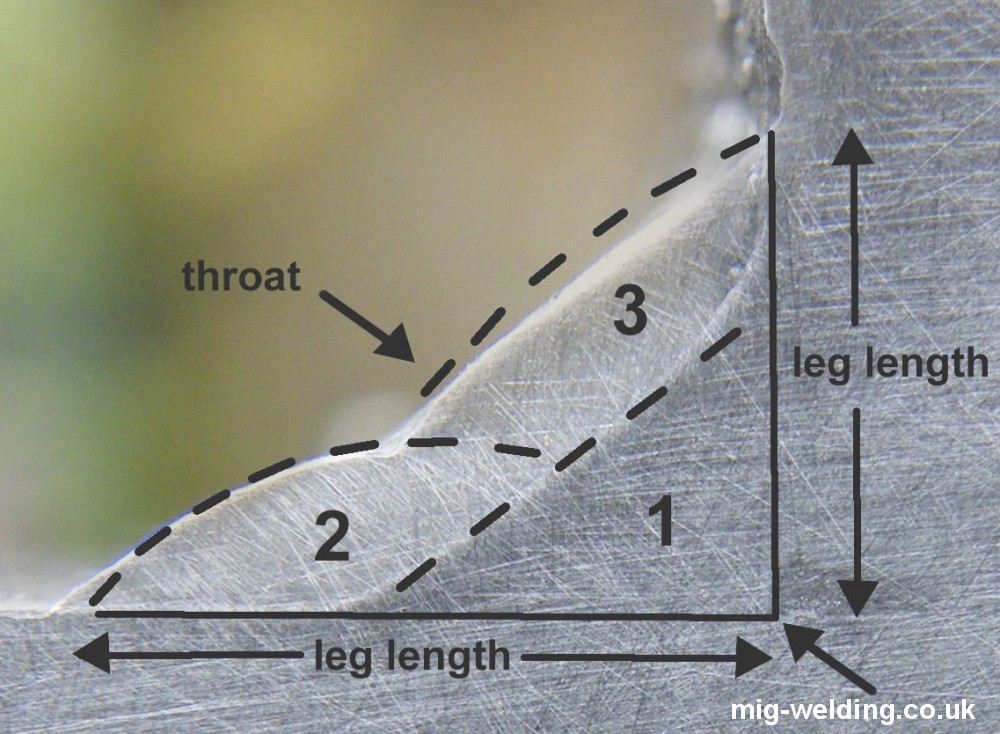
The root weld above will not be as strong as the parent metal. The weld doesn't penetrate very far into the corner, so the majority of the strength of the weld is in the thickness of the filler material. The strength of the weld is determined by the throat thickness which is the minimum thickness of the weld plus any penetration. This is difficult to measure so tends to be estimated as 0.7 x leg length for a flat profile 'mitre' fillet as in the photo.
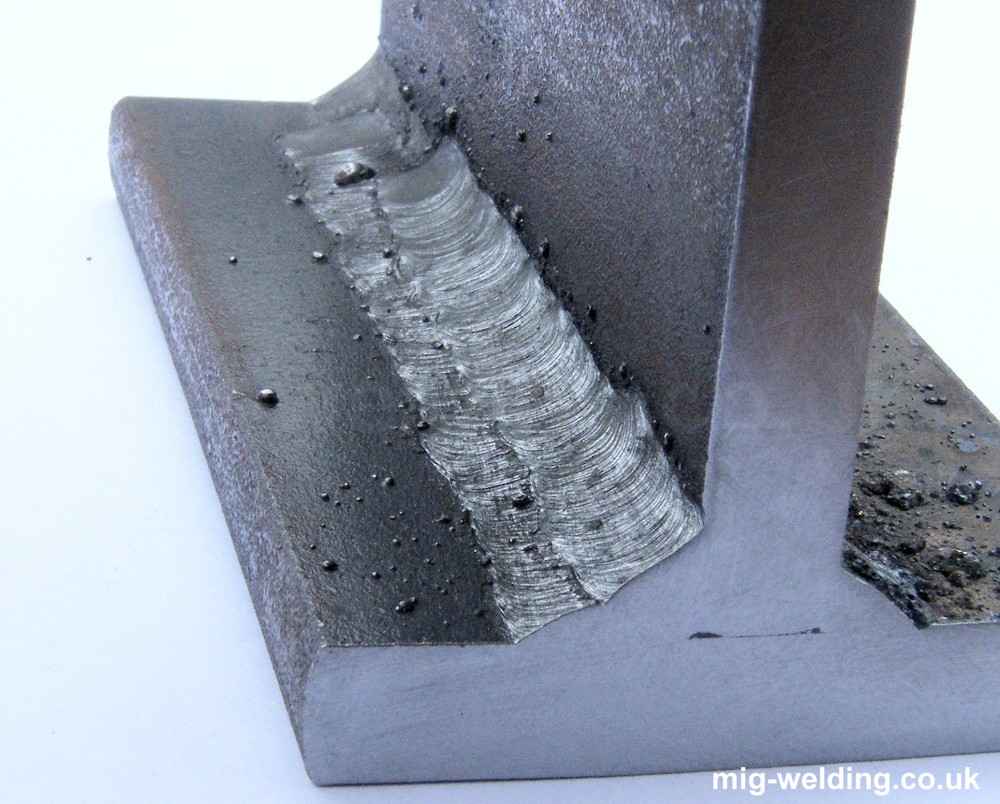
As with flat joints multiple stringers are used to increase the material in the weld for plate thicker than about 6mm. Stringers are beads layed with no weave. The number of runs will depend on application, but throat thickness will rarely need to be thicker than the plate.
The effects of gravity mean the horizontal leg length is slightly longer than the vertical leg. Angling the rod more towards the vertical plate will help to counter this as the filler metal and heat focus in the direction of the rod.
In the photo the root pass continues all of the way along the plate. the second pass was stopped before the end of the plate, and the third a little earlier just to help show how the weld is put together.
The second pass is made on the bottom of the plate as this gives something for the third pass to sit on. Both the second and third passes are centred roughly on the edge of the previous weld, and the same would be true if further passes were required.
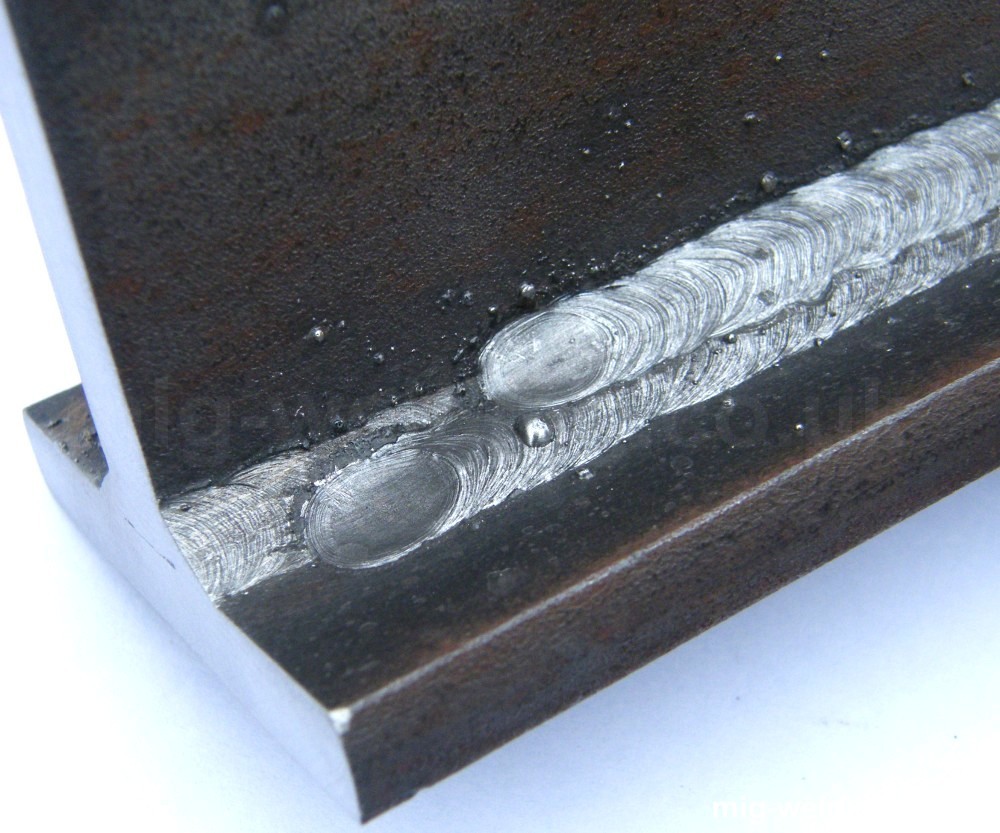
There is a slight undercut at the top of the third pass where the edge of the weld has cut into the parent metal. Undercutting is caused by excessive amps (see the faults page) and causes a stress concentration at the edge of the weld.
In our case the undercut was caused by the third run being made when the metal was still hot from the second. The second pass has no undercut.