RustyCrampon
New Member
- Messages
- 9
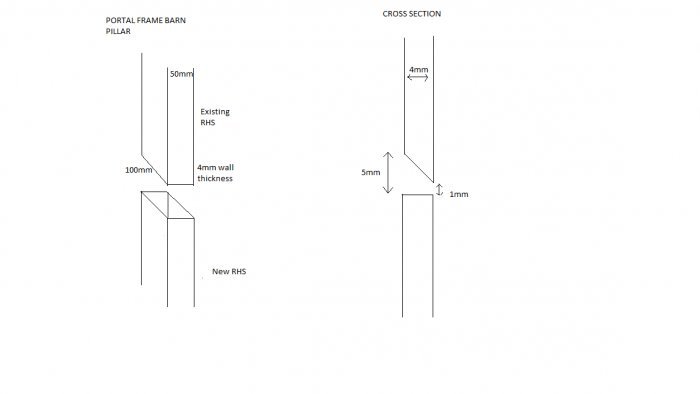
One of my longer term projects is to replace the rusty lower portions of the steel legs of a small portal frame barn. The legs are made from 100mm x 50mm RHS with 4mm wall thickness. Most of the steel is sound, but a couple of the legs are badly rusted close to where they are concreted into the ground.
My plan is to:
1) Comprehensively acro-prop the barn.
2) Cut out the rusty section of leg.
3) Dig out the (poor-quality) concrete.
4) Butt-weld on a new "foot" of RHS.
5) Paint all steel as required.
6) Pour good-quality concrete around the new foot.
Obviously the welding needs to be done in-situ, so I don't have a choice over orientation. I will practice the weld on RHS scraps in the same orientation until I'm confident I can do a good job with my new Portamig 211. For what it's worth, I've got a C&G level 1 in MIG welding, but it didn't cover this sort of thing. Despite the rust, the barn is very sturdy, so I'm not too concerned about imminent collapse.
My question is how I should prepare the weld. I was thinking of leaving the lower section flat, but putting a 45 degree chamfer on the upper section, with a 1mm root gap, Does that sound like a good starting point?
Please see attached diagram.
Also, would lap-welding 4mm plate across the joint afterwards be a good idea, or should I just rely on a good-quality butt-weld?
My plan is to:
1) Comprehensively acro-prop the barn.
2) Cut out the rusty section of leg.
3) Dig out the (poor-quality) concrete.
4) Butt-weld on a new "foot" of RHS.
5) Paint all steel as required.
6) Pour good-quality concrete around the new foot.
Obviously the welding needs to be done in-situ, so I don't have a choice over orientation. I will practice the weld on RHS scraps in the same orientation until I'm confident I can do a good job with my new Portamig 211. For what it's worth, I've got a C&G level 1 in MIG welding, but it didn't cover this sort of thing. Despite the rust, the barn is very sturdy, so I'm not too concerned about imminent collapse.
My question is how I should prepare the weld. I was thinking of leaving the lower section flat, but putting a 45 degree chamfer on the upper section, with a 1mm root gap, Does that sound like a good starting point?
Please see attached diagram.
Also, would lap-welding 4mm plate across the joint afterwards be a good idea, or should I just rely on a good-quality butt-weld?