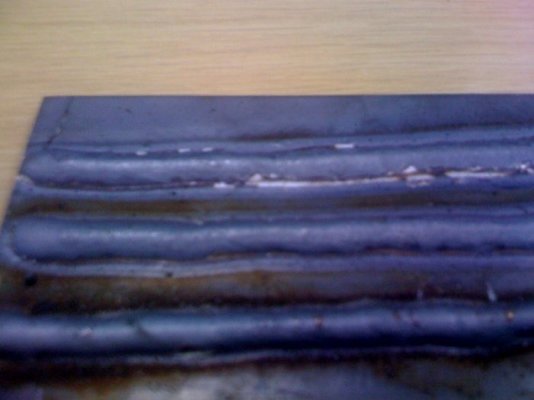
I reckon the first pic is the backside of the piece you've welded?
First bead is good, the two next ones are too high on power cos you've gone through the plate....third weld is overkill!!
Neat looking welds, as long as you don't look at the backside, lol
The backside of the middle one (don't go there Sparks ) would be fairly well perfect if you were welding a butt weld and wanted full penetration. In a butt weld situation the first would be weak and the third would be too much.
Hopefully they'll get you onto joints soon. Even a tiny gap will have you reducing power to avoid too much on the reverse.
They are all very straight. Can't think of anything negative to say.
I take it you are doing the C&G level 1 where one of the test pieces is three straight lines? Did you quench the workpiece between each run? On each successive run the heat has built up and you've got increasingly more penetration. Having said that I don't think the three line test is marked for penetration. Looks good to me and looks a lot better than the one I did for my level 1.
And yes, it is my test piece for three straight welds.
No, we werent asked to quench the piece between welds but as you said they aren't interested in penetration at this point. I see your point about heat build up and can see how that would be important in other situations - thank you.
I really appreciate your feedback, I'm enjoying taking this course and highly recommend Crawley College.
We started on overlap joints last night and then moved on to a 'T' joint, pictures to follow ....






 ) would be fairly well perfect if you were welding a butt weld and wanted full penetration. In a butt weld situation the first would be weak and the third would be too much.
) would be fairly well perfect if you were welding a butt weld and wanted full penetration. In a butt weld situation the first would be weak and the third would be too much.






")
