Hi all !
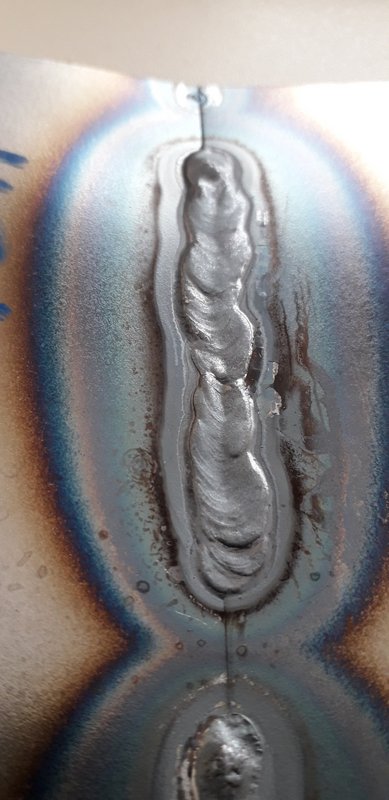
Practicing and practicing butt weld on 1.5 mm plate, I sometimes reach "acceptable" looking bead on front side.
But the back bead usually looks ugly (at least).
I know 1.5 mm might be uneasy to start but I have tons of free plates ...
Here are my settings :
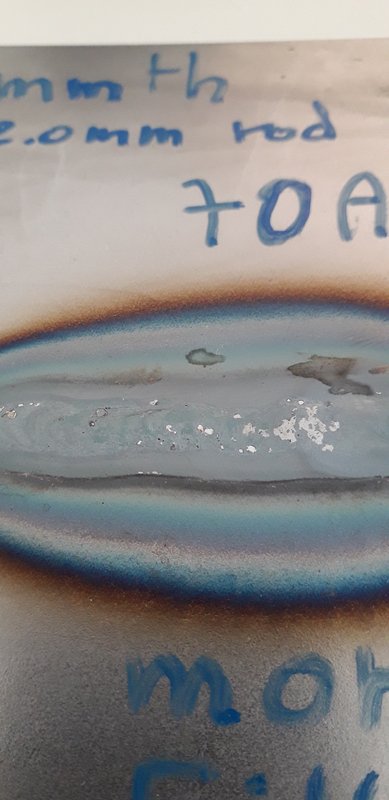
1.6 mm blue or gold or grey tungsten (none are my favourite yet, I use what I have in the box), Nr 7 shroud, 2 mm rod, no gas lens, 55 to 80 Amp trials.
7l/min argon (at torch), 5 mm stick out, 30° sharpened "the right way".
Actually a water-cooled Rohrman R420W connected to a Castotig 2002 ACDC. I rebuilt this machine and wanted to try pro and con.
I have the original air-cooled G220, too.
Here are the results.
Where should I improve (please don't tell me "go gardening instead welding" ...yet ... ) ?
) ?
I made other trials starting at 55A up to 85A (well I forgot to reduce Amps after tacking ...), pictures later.
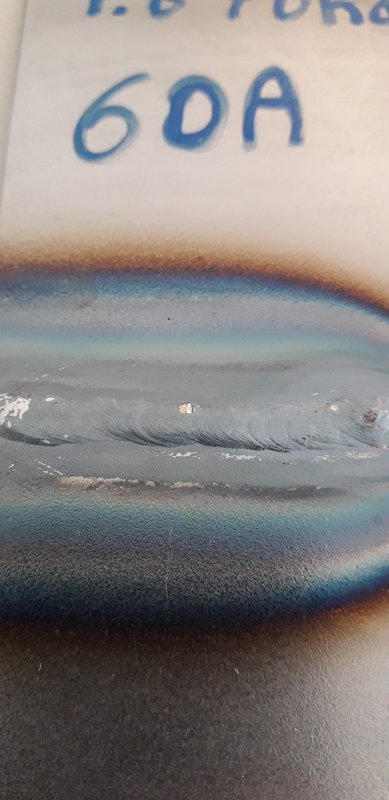
60A front and back

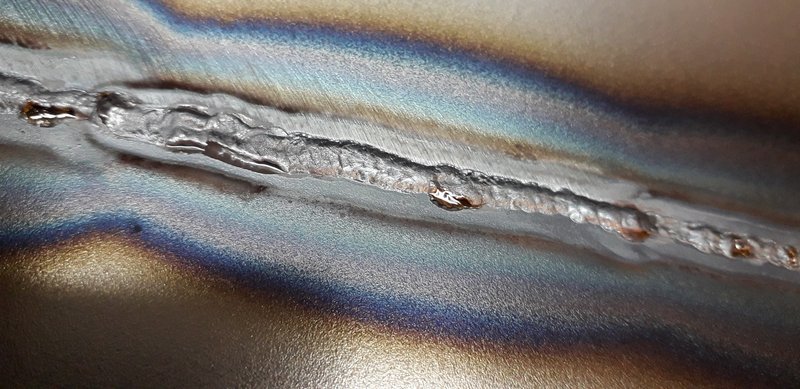
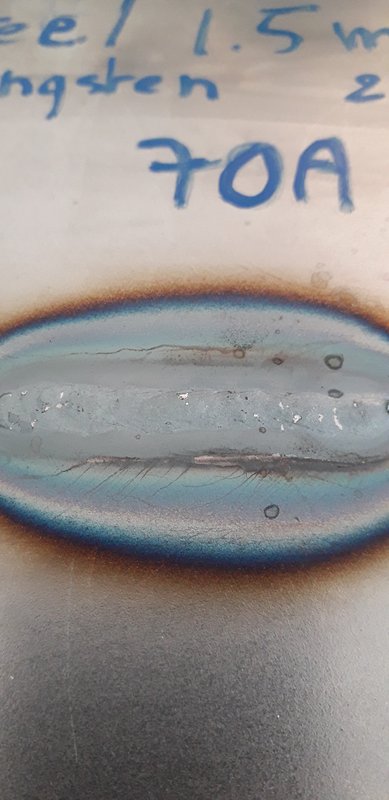
70A front and back

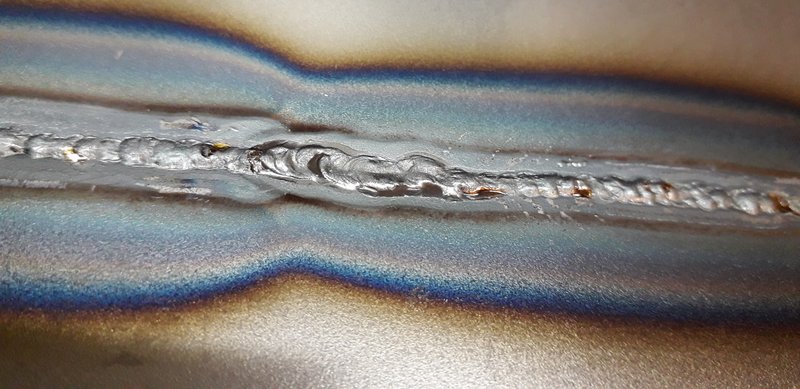
70A front and back with more filler (so speed decreased a little)
Practicing and practicing butt weld on 1.5 mm plate, I sometimes reach "acceptable" looking bead on front side.
But the back bead usually looks ugly (at least).
I know 1.5 mm might be uneasy to start but I have tons of free plates ...
Here are my settings :
1.6 mm blue or gold or grey tungsten (none are my favourite yet, I use what I have in the box), Nr 7 shroud, 2 mm rod, no gas lens, 55 to 80 Amp trials.
7l/min argon (at torch), 5 mm stick out, 30° sharpened "the right way".
Actually a water-cooled Rohrman R420W connected to a Castotig 2002 ACDC. I rebuilt this machine and wanted to try pro and con.
I have the original air-cooled G220, too.
Here are the results.
Where should I improve (please don't tell me "go gardening instead welding" ...yet ...
) ?I made other trials starting at 55A up to 85A (well I forgot to reduce Amps after tacking ...), pictures later.
60A front and back
70A front and back
70A front and back with more filler (so speed decreased a little)
 I didn't resist.
I didn't resist.