



Just spent a really frustrating afternoon in the garage. Trying to AC TIG a bracket I've knocked up (to fit our Xbox Kinect to the top of the TV) - and I can't get the settings right or it to come right.
The welds are either outside corner or fillets.
The outside corner pretty much blows the two edges away, or concentrates on one edge and destroys that.
The fillets, bit of a pain to get started, and when I do, I'm building large fillets, and finding the weld pool a bit sluggish.
I've tried all sorts of currents from 18-70 A
Frequency trial and errored from 50-250 - 200 ish seems best
Running about 40% best on cleaning (RTech, so guess this is 60% penetration/40% cleaning)
I'm using a 2.4 tungsten (moved up to the 3.2 but that was a disaster...)
Filler rod is 1.6mm
I've probably answered some of my own questions here - I think I'm trying to hard with a filler wire that'll never be the right size (tends not to zip into the weld pool but blob about...)
Any tips/ideas gratefully received!
(I guess the other answer is that it's 0.75mm ally, which is not best suited to someone who only has a few hours tig welding under their belts - although I was happily running beads across the sheet, and can lap/but weld together okay, just)
Thanks
Francis.
Will post some pics later.
The welds are either outside corner or fillets.
The outside corner pretty much blows the two edges away, or concentrates on one edge and destroys that.
The fillets, bit of a pain to get started, and when I do, I'm building large fillets, and finding the weld pool a bit sluggish.
I've tried all sorts of currents from 18-70 A
Frequency trial and errored from 50-250 - 200 ish seems best
Running about 40% best on cleaning (RTech, so guess this is 60% penetration/40% cleaning)
I'm using a 2.4 tungsten (moved up to the 3.2 but that was a disaster...)
Filler rod is 1.6mm
I've probably answered some of my own questions here - I think I'm trying to hard with a filler wire that'll never be the right size (tends not to zip into the weld pool but blob about...)
Any tips/ideas gratefully received!
(I guess the other answer is that it's 0.75mm ally, which is not best suited to someone who only has a few hours tig welding under their belts - although I was happily running beads across the sheet, and can lap/but weld together okay, just)
Thanks
Francis.
Will post some pics later.




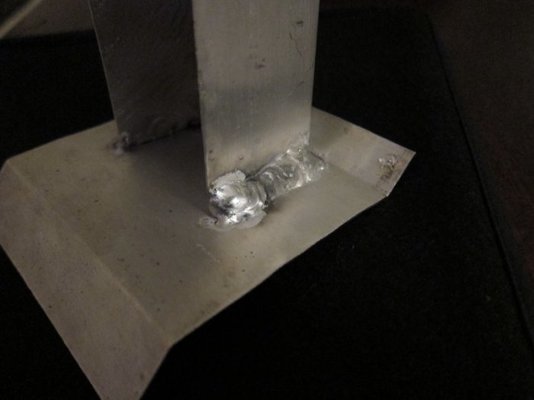



 It looks like you are trying to melt the rod with the heat from the torch instead of heating the plate and dipping the rod in the pool. If it starts to get away from you stop and let it cool a bit before you start again, you can adjust the rod in your hand at the same time to make up for not being great at feeding it (my usual excuse
It looks like you are trying to melt the rod with the heat from the torch instead of heating the plate and dipping the rod in the pool. If it starts to get away from you stop and let it cool a bit before you start again, you can adjust the rod in your hand at the same time to make up for not being great at feeding it (my usual excuse 