Jason Nuttall
New Member
- Messages
- 1
- Location
- Dorset, UK
Hi all,
Sorry, I'll have to keep this quick.
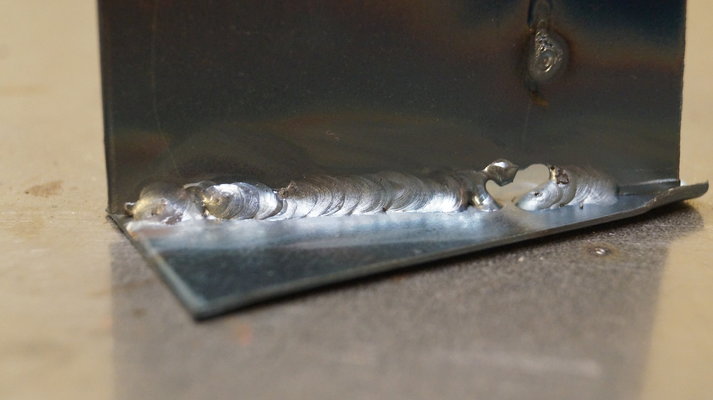
I'm trying to learn how to TIG weld, and am currently trying fillet joints. I'm experimenting with currents in the region of 25-32A, on 0.8mm CR4 mild steel.
The front of the weld looks okay, but the rear face has a concave appearance, which I can't believe is correct.
Can anyone, please, let me know what's wrong. I've tried changing all sorts; gas pressure (6-10 l/min), current, arc length and tungsten size (1.0mm or 1.6mm). Even, as a last resort, filler material; 1.0mm or 1.6mm.
I just can't think of what else it could be. Oh, and yes, I have cleaned the material prior to welding.
I've attached three pictures - front face, rear face, and the underneath.
Obviously ignore the hole. It was part of the experimentation.
I can't find any details anywhere about the rear face of fillet welds. Apologies if I've missed something obvious!
Many thanks!
Sorry, I'll have to keep this quick.
I'm trying to learn how to TIG weld, and am currently trying fillet joints. I'm experimenting with currents in the region of 25-32A, on 0.8mm CR4 mild steel.
The front of the weld looks okay, but the rear face has a concave appearance, which I can't believe is correct.
Can anyone, please, let me know what's wrong. I've tried changing all sorts; gas pressure (6-10 l/min), current, arc length and tungsten size (1.0mm or 1.6mm). Even, as a last resort, filler material; 1.0mm or 1.6mm.
I just can't think of what else it could be. Oh, and yes, I have cleaned the material prior to welding.
I've attached three pictures - front face, rear face, and the underneath.
Obviously ignore the hole. It was part of the experimentation.
I can't find any details anywhere about the rear face of fillet welds. Apologies if I've missed something obvious!
Many thanks!