



You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
no rods
- Thread starter Bsmith
- Start date
As Hitch and TIG Paul have said fit up is King. Outside Corners in SS in is easiest, one to master. A lap joint needs to be tight up or the SS will warp and then you have no chance.
Thank you Shox Dr, nice job done there, Good to see how clean and neat the welds are when properly done
Can you post a pic of a used tungsten (preferably in focus!). Are you sure you've got PURE argon and no leaks in the system? The 'soot' around the welds is fairly typical of a contaminated tungsten, the amount of it typical with an argon/CO2 mix. Simple test would be to do a spot weld on a piece of stainless (not too thin or back it up by clamping it to a chunk of ally or something if no choice)- form a puddle, shut off the arc and pause over the weld for 4 or 5 secs for the post flow. The spot weld should be totally free of colour i.e. like a spot of freshly polished stainless
When welding is it virtually silent or is the pool spitting and hissing? Welding with DC TIG should be silent save background noise (welders fan/watercooler/stereo etc)
As said (of the common metals) only stainless is really suitable for autogenous welding, many aluminium alloys will crack and carbon steel often suffers with porosity unless filler is used
Thank you for your help Hotrodder, I'll post a pic of a tungsten soon and a spot weld. Well the cylinder I have is supposed to be pure argon unless I got a contaminated one, so far I have put everything down to drivers error.
When I start I have a nice clean sharpened tungsten, when I finish its blue and blackish with bits burned away, sometimes the ceramic is glowing dull red when I stop, not enough post flow gas?
Yes when welding its almost silent, no spits or crackle, dullish 'hush' that would remind me of a gas lamp with a mantle on burning.
I'll check all gas connections soon too.
I weld succesfully with arc, mig and oxy/acct, I really dont need to have tig but as I say, why have something and not use it.
Hi All!
Interesting thread!
Lots of thoughts on this subject! but am going to bite my tongue, so to speak!
Regards
Can't leave it at that, spill!
When I start I have a nice clean sharpened tungsten, when I finish its blue and blackish with bits burned away, sometimes the ceramic is glowing dull red when I stop, not enough post flow gas?
Yes when welding its almost silent, no spits or crackle, dullish 'hush' that would remind me of a gas lamp with a mantle on burning.
Lack of post flow will certainly result in an oxidised tungsten, with the glowing ceramic and bits of tungsten burned away sounds something else is going on. You mentioned a 2.4mm tungsten, what amperages are you running, how many secs post flow and what's the torch polarity?
Hi All!
hotrodder,
Autogenous TIG welding looks a million dollars when done right and on the right joint! Fillet welds are not one of them! Even for hobbiests welders, it's still not right! You are always going to get undercut on at least one side, given the small thickness of parent plate, this is bad! Next point is dilution, filler wires are made up so to counteract this, no filler, bad dilution! Weld may look like its good but in reality, it's pretty poor, mechanically!
Sure, in dairy pipe, automatic welding applications, it's fine and I have used autogenous welding techniques many times, but always with a proven weld procedure! On the other hand, if caught autogenous welding on a S/S LNG butt, then a professional welder would be off site as quick as his feet could travel!
As you may guess, I'm no big fan of this method of welding!
Yes, it does have a place, but a very small place! I would never advocate welding with this method unless you had a proven WPS in place!
Rant over!!!
Regards
hotrodder,
Autogenous TIG welding looks a million dollars when done right and on the right joint! Fillet welds are not one of them! Even for hobbiests welders, it's still not right! You are always going to get undercut on at least one side, given the small thickness of parent plate, this is bad! Next point is dilution, filler wires are made up so to counteract this, no filler, bad dilution! Weld may look like its good but in reality, it's pretty poor, mechanically!
Sure, in dairy pipe, automatic welding applications, it's fine and I have used autogenous welding techniques many times, but always with a proven weld procedure! On the other hand, if caught autogenous welding on a S/S LNG butt, then a professional welder would be off site as quick as his feet could travel!
As you may guess, I'm no big fan of this method of welding!
Yes, it does have a place, but a very small place! I would never advocate welding with this method unless you had a proven WPS in place!
Rant over!!!
Regards
Reply to hotrodder, on the 4mm thick S/S 90 amps, 3 secs post flow, torch neg.
Thank you rodofgod. Yes I agree, the weld metal has got to come from somewhere and filler is the answer. I would never dream of o/a welding without it apart from the point that its almost impossible except when 2 thin edges are fitted close together and strength isnt an issue. I am just trying to learn to do a bit of tig and autogenous intrigued me.
Thank you rodofgod. Yes I agree, the weld metal has got to come from somewhere and filler is the answer. I would never dream of o/a welding without it apart from the point that its almost impossible except when 2 thin edges are fitted close together and strength isnt an issue. I am just trying to learn to do a bit of tig and autogenous intrigued me.
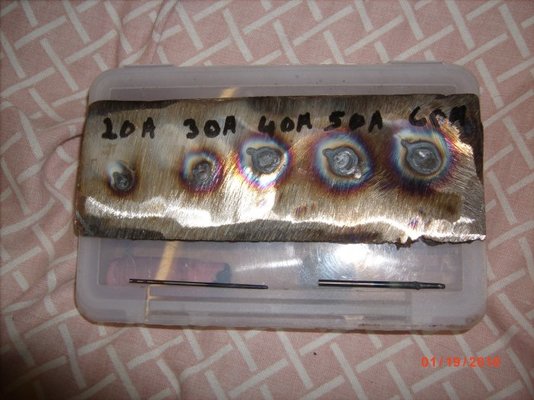
Ok here's a pic of a few spots I did today, 3mm thick S/S plate. First weld on the left done at 20amps, last weld at 60amps. I used 1 sec post flow for every 10amps eg 60amps with 6 secs post flow. 10lpm argon flow.
Below are 2 knacked tungstens, 1.6mm and 2.4mm.
From all the info I have recently gathered, I think this is an argon contamination problem. Would this have also caused my HF start to fail as it no longer functions?
Below are 2 knacked tungstens, 1.6mm and 2.4mm.
From all the info I have recently gathered, I think this is an argon contamination problem. Would this have also caused my HF start to fail as it no longer functions?
Certainly looks like you've got the wrong/contaminated gas. From the state of the tungstens i doubt it's a leak drawing in air (dodgy back cap o ring for example) but worth checking unless your gas supplier is just round the corner. Having said that the tungsten on the right has lumps stuck to it, typically only get that when it's touched filler/weld pool
1sec/10A for post flow is a pretty good rule of thumb, with an air cooled torch it can be a bit short at low amps though- tacking aside i wouldn't run less than 5secs. On the other hand it can be a bit excessive (from the tungstens POV) with a watercooled torch at higher amps.
Different gases have different ionization potentials (harder to get an arc going with helium for example) but i can't see a particular gas breaking the HF
1sec/10A for post flow is a pretty good rule of thumb, with an air cooled torch it can be a bit short at low amps though- tacking aside i wouldn't run less than 5secs. On the other hand it can be a bit excessive (from the tungstens POV) with a watercooled torch at higher amps.
Different gases have different ionization potentials (harder to get an arc going with helium for example) but i can't see a particular gas breaking the HF
Thanks hotrodder, the back cap o ring and the ceramic seal are fine, have checked all joints etc and they are ok too. Sorry I should have included this info before. The 1.6 tungsten is the one I used to do the spots today, it was nicely pencil shape sharpened prior to spots. I may well have touched the other one, its what I used in the previous pics.
Hi All!
Bsmith,
you certainly have a problem with contamination! Where it's coming from is a different question! A contaminated Tungsten could cause such oxidisation but I would be inclined to double check the gas! It's Sooooo easy to confuse a CO2 mix with pure Argon and this is typical of the results!
Double check your gas connections,(a good way is turn gas on half full say 16LPM, block end of ceramic with something {no tungsten}{gloved finger} and activate, watch out for HF!!! Any rise in the flow meter shows up a leak! It should have dropped to zero, This is how professional welders do it with professional gear, so am not responsible if it blows your connections!!!!
Another way, if you don't have a flow meter is to set gas so you can just hear it, when torch is held at your ear. Place nice newly sharp Tungsten in torch, activate the HF well away from the earth, so your line is purged, then after a couple of seconds, strike up on your test piece at around 50-65 amps! Keep the arc going for a couple of seconds without moving, then de-activate it, keeping the torch in the same position for at least as long as your post flow gas (4-5 s)! The spot weld should be nearly the same colour as the parent metal! If not, you have a gas problem!
regards
Bsmith,
you certainly have a problem with contamination! Where it's coming from is a different question! A contaminated Tungsten could cause such oxidisation but I would be inclined to double check the gas! It's Sooooo easy to confuse a CO2 mix with pure Argon and this is typical of the results!
Double check your gas connections,(a good way is turn gas on half full say 16LPM, block end of ceramic with something {no tungsten}{gloved finger} and activate, watch out for HF!!! Any rise in the flow meter shows up a leak! It should have dropped to zero, This is how professional welders do it with professional gear, so am not responsible if it blows your connections!!!!
Another way, if you don't have a flow meter is to set gas so you can just hear it, when torch is held at your ear. Place nice newly sharp Tungsten in torch, activate the HF well away from the earth, so your line is purged, then after a couple of seconds, strike up on your test piece at around 50-65 amps! Keep the arc going for a couple of seconds without moving, then de-activate it, keeping the torch in the same position for at least as long as your post flow gas (4-5 s)! The spot weld should be nearly the same colour as the parent metal! If not, you have a gas problem!
regards
Last edited:
Thanks again rodofgod, its definately an argon (all green) BOC cylinder, I have retured it to them to save paying rent, but i don't really think it is a BOC contamination problem as I have used their gasses for almost 40 years and never had any probs.
I think the prob maybe inside the welder, I am not happy with it as the HF start no longer works. I think there may also be a prob with a gas valve or something inside as I used 75% of the gas (Y size) on just a few practice pieces, I did'nt hear any leak around the welder, soap and water tested all joints all ok, but the gas must have gone somewhere. First thing next week is to see about returning the welder to Mig Tig Arc because its only 6 months old and got a 24 months garantee. Meantime thank you all once again for your help. Let you know later how I get on. Brian (",).
I think the prob maybe inside the welder, I am not happy with it as the HF start no longer works. I think there may also be a prob with a gas valve or something inside as I used 75% of the gas (Y size) on just a few practice pieces, I did'nt hear any leak around the welder, soap and water tested all joints all ok, but the gas must have gone somewhere. First thing next week is to see about returning the welder to Mig Tig Arc because its only 6 months old and got a 24 months garantee. Meantime thank you all once again for your help. Let you know later how I get on. Brian (",).
