Undercut Link deals more with the MIG process than TIG but illustrates the defect better than this one
I've marked two of the worst bits but it looks like most of the flat plate is undercut. As per the second link torch angle can cause and/or exagerate the problem, welding over millscale will pretty much guarentee undercut, shaky hands and insufficent filler for puddle size are other possibilities
Ditto as stated by hotrodder, I'd watch your stop/starts too, try to avoid crators, as viewed in pics, doesn't appear to much of a throat thickness at points, try to avoid concavity. Apart from this, well done
Thanks for your comments.
I've also been trying to run some welds on alloy.
The alloy was 3mm thick,
Now i managed fine on sunday seemed to be doing ok. Had a nice sharp tungsten but it seemed to be balling up and going grey on the end. I was using a 2.4mm with a size 8 ceramic. Plenty of gas flow and definately pure argon.
Is the ceramic to big?
On monday i tried using a 1.4mm tungsten but don't know what i was doing different but the tungsten just kept burning away .
I tried going back to the 2.4 but just couldn't seem to get it right again.
Very fustrated.
Any ideas, i'd post some photos but am away from home till the weekend.
Sit down with a cuppa, have a read of the TIG section and download the TIG handbook from Miller resouces
Tungsten will round off some with AC current how much depends on various things like AC balance settings, machine type, tungsten size vs amperage etc. 2/3 of the arcs heat occurs at the + electrode which is why TIG DC is torch negative (DCEN). Using AC exposes the tungsten to more heat, enough to melt and round off the tip. 1.6mm tungsten will never survive the heat needed to weld 3mm Al, insufficient post flow time is one possability for discoloured tungstens- you'll need more than for steel of the same thickness unless the torch is watercooled. 2.4mm tungsten and #8 ceramic are fine, don't sharpen as you would for steel use a steeper/shorter taper (around 1 - 1.5 diameters long) and leave a small flat the tip (will round off to a 'crayon' shape with use)
Thanks for that. I did wonder if the 1.6mm tungstens were to small. The machine i have other than the adr 300 is a cobel. But i'm looking at getting shot of it to be honest. I'm going to drop weldequip a line to see what he suggests for me.
The Cobel works fine likei I've not had any issues with it either.
Just fancy upgrading.
Well tried again today, started again with all the settings, less of a point on the tungsten and low and behold it started coming together.
Just altered the settings slightly with each run just to see what difference it made untill now i think i've got it ok.
I can now see where a foot pedal would come in handy.
I could see the results of not enough cleaning, as it was leaving black sooty marks in the weld when cooled.
Also the difference when i've dippped the tungsten.
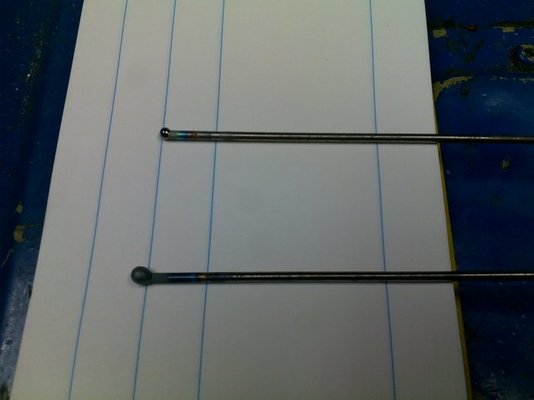
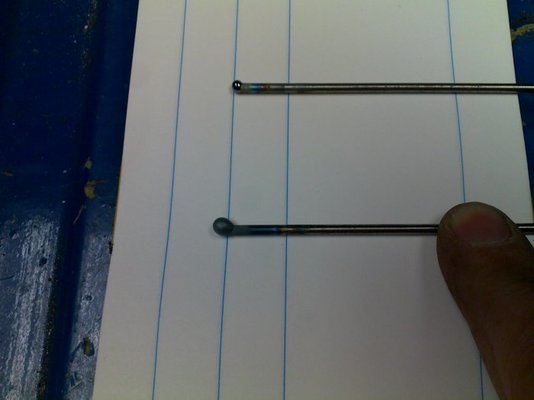
The only problem i have now is the ball on the end of the tungsten seems to be off to one side.
Here's a couple of photo's, one that i dipped and one that i didn't. But both balls on the end are lop sided so to speak.
Just realised what machine you're using. If there's no 'AC balance' adjustment then proper balled tungstens are the norm, better off just 'breaking the sharp edges' than sharpening even to crayon shape. What flavour tungsten? I'd stick with zirconiated (white band) for AC.
The balled tip is moving off centre due to gravity i.e torch angle. Holding the torch a little more upright will help, less prep on the tungsten (as above) may result in a smaller ball (been a while since i've used anything other than a posh inverter). When the tip starts balling up loads often better off stepping up a tungsten size for a more stable tip
Its a cobel, not the adr 300.
WHich i'm pretty sure i'm getting rid of.
The tec arc from weldequip is looking very tempting.
Job permitting i'll be getting one in the next couple of weeks.
Thanks for your suggestions i'll try them this weekend.
Hi, yeah but its a 160 amp machine rather than a 200.
On the machine i have it has a + and a -. turn it one way for postive and one way for negative. I have it in the middle as one way seems to burn the tungsten away a lot more.
Its going on e bay next week, see if i can get a little something for it other than just throwing it out.
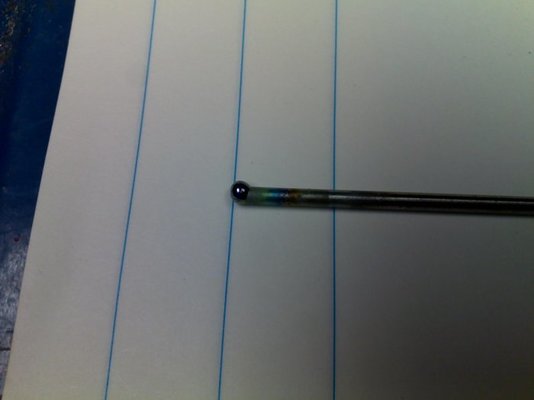
Have been doing some more practising today. less of a point on the tungsten and keeping a close eye on torch angle. Here is a couple of photo's of my tests.





 .
.