



tonkarob
Member
- Messages
- 9
Hi I am new to the post and look forward to being a member. I have been restoring Tonka trucks from the 50s/early 60s for a few years now and the one i have started on is in ruff shape. It is a dump truck and some parts of the dump bed are spot welded together. In order to really straighten all the parts and pieces I need to seperate the spot welds, do the panel beating then respot weld them back together as close as possible to the originals. I have some experience mig welding and stick welding but no where near expert. The metal is 0.16" according to my dig calipers. They are referred to as pressed steel. I think it is mild steel but not 100% sure that is a accurate description. If I use one of the spot welding bits can i mig the hole closed on the parent metel then grind it down like the hole was never there then re spot weld the 2 pieces back together in the same spot as the original spot weld? Or is there a better way to seperate without much damage?
Next part, I have been looking at some spot welders on Ebay. I wont use it to very often. Maybe 2-3x year. I found this one which seems to be right in my price range and need to know if it will do the job for me. The specs are as follows:
Brand New
Rating Input Voltage V: 110V
Rated Duty %: 30
Class Insulation: H
Applied Spot Welding Thickness: 1.0+1.0
Including: 2 Extra Tong Tips (total 4)
Recommended Practices For Spot Welding Low-Carbon Steel
Thickness
"T" of Thinnest
Out WorkPiece
(B)(C)(D) Electrode Diameter & Shape
(E) Net Electrode
Force Weld Time
(Single Impulse
Cycles) Welding
Current
(Approx) Minimum
Contracting
Overlap Minimum Weld Spacing(F) TYPE
OF
STEEL
Inches Max. Dia./In Lbs 60 per Sec AMPS Inches SAE 1010, 301, 302, 303, 304, 308, 309, 310, 316, 317, 321, 347, 349
0.010 1/8" 200 4 4000 3/8" 1/4"
0.010 1/8" 230 3 2000 3/16" 3/16
0.012 1/8" 260 3 2000 1/4" 1/4"
0.014 1/8" 300 4 2200 1/4" 1/4"
0.016 1/8" 330 4 2500 5/16" 1/4"
0.018 1/8" 380 4 2800 5/16" 1/4"
(B) Materials should be free from scale, oxides, paint and oil
(C) Welding Conditions determined by thickness of thinnest outside workpiece "T"
(D) Data for total thickness of pile-up not exceeding 4 "T" maxinum ratio between two thickness 3 to 1
(E) Electrode Material: Class 2:
Minimum Conductivity_______75% of Copper
Minimum Hardness_________75% Rockwell "B"
(F) Minimum weld spacing is that spacing for two pieces for which no special measures need be taken to compensate for shunted current effect of adjacent welds. for three workpieces, increase spacing 30 persent.
I couldnt quit decifer all the info so help would be greatly appreciated. The original welds have a small kinda of oblonged circle indentions on each side of the weld. Is it possible to shape the tips to recreate those indentions as long as they still make solid contact with each? I would think you could but again im looking for expert guidance.
Well thank you all very much in advance for the help. I know my first thread is a book but I got it all in there , lol.
, lol.
Next part, I have been looking at some spot welders on Ebay. I wont use it to very often. Maybe 2-3x year. I found this one which seems to be right in my price range and need to know if it will do the job for me. The specs are as follows:
Brand New
Rating Input Voltage V: 110V
Rated Duty %: 30
Class Insulation: H
Applied Spot Welding Thickness: 1.0+1.0
Including: 2 Extra Tong Tips (total 4)
Recommended Practices For Spot Welding Low-Carbon Steel
Thickness
"T" of Thinnest
Out WorkPiece
(B)(C)(D) Electrode Diameter & Shape
(E) Net Electrode
Force Weld Time
(Single Impulse
Cycles) Welding
Current
(Approx) Minimum
Contracting
Overlap Minimum Weld Spacing(F) TYPE
OF
STEEL
Inches Max. Dia./In Lbs 60 per Sec AMPS Inches SAE 1010, 301, 302, 303, 304, 308, 309, 310, 316, 317, 321, 347, 349
0.010 1/8" 200 4 4000 3/8" 1/4"
0.010 1/8" 230 3 2000 3/16" 3/16
0.012 1/8" 260 3 2000 1/4" 1/4"
0.014 1/8" 300 4 2200 1/4" 1/4"
0.016 1/8" 330 4 2500 5/16" 1/4"
0.018 1/8" 380 4 2800 5/16" 1/4"
(B) Materials should be free from scale, oxides, paint and oil
(C) Welding Conditions determined by thickness of thinnest outside workpiece "T"
(D) Data for total thickness of pile-up not exceeding 4 "T" maxinum ratio between two thickness 3 to 1
(E) Electrode Material: Class 2:
Minimum Conductivity_______75% of Copper
Minimum Hardness_________75% Rockwell "B"
(F) Minimum weld spacing is that spacing for two pieces for which no special measures need be taken to compensate for shunted current effect of adjacent welds. for three workpieces, increase spacing 30 persent.
I couldnt quit decifer all the info so help would be greatly appreciated. The original welds have a small kinda of oblonged circle indentions on each side of the weld. Is it possible to shape the tips to recreate those indentions as long as they still make solid contact with each? I would think you could but again im looking for expert guidance.
Well thank you all very much in advance for the help. I know my first thread is a book but I got it all in there
, lol.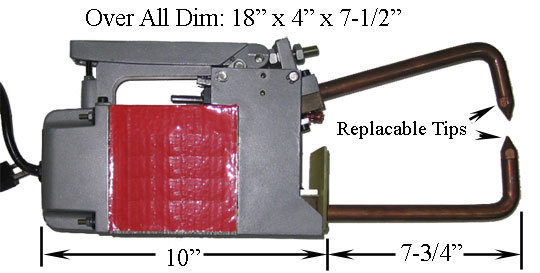
 Thx again for your help.
Thx again for your help. . WHere in the SE you located?
. WHere in the SE you located?")
