



WorkshopChris
Member
- Messages
- 5,049
- Location
- South East Essex
I am seriously considering a GYS PROGYS 200 PFC as it looks like i might have some site work coming up.
Duty cycle sounds good (100% at 120A) and it looks to be one of the very few small units with decent PFC (and variable input supply.) edit just seen its only 240v
In an ideal world i would of gone for a Miller or Lincoln Multi process unit for site use, but am on a very limited budget at the moment so Mig features will have to wait.
Was just looking at the user guide and am not to sure how the Tig function works.
http://www.gys.fr/pdf/manual/uk/031432.pdf
I have used scratch start units in the past and at the end of the weld just sharply pulled away then back in with the gas while the pool cools but it looks like this has some sort of down slope feature.
As take from the pdf:-
7. To strike an arc :
a- Touch workpiece with the electrode.
b- Raise the electrode from 2 to 5 mm from the workpiece.
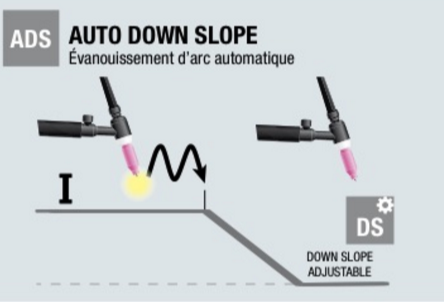
8. At end of the weld :
Up 2 times the arc (up-down-up-down) to start the automatic downslope (see paragraph below).
This movement must be performed in less than 4 sec, at a height of 5 to 10 mm.
Then close the valve to stop the gas after cooling the electrode.
Automatic downslope with adjustable time Function activation :
This function enables to have a clean weld and to avoid cracks and craters at the end of the weld by gradually decreasing the welding current until the arc stops.
By default this function is not activated.
To active it proceed as follow:
1- Press the selector key
2. Adjust the downslope time from 1 to 10 sec (display) using key .
3. Save the required value by pressing the selector key .
Question is has anyone used this feature how does the down slope work, i cant get my head around this bit,
8. At end of the weld :
Up 2 times the arc (up-down-up-down) to start the automatic downslope.
This movement must be performed in less than 4 sec, at a height of 5 to 10 mm.
So does this just mean make the arc longer then back to normal height then longer arc, so as the slope starts.
I presume the machine is constantly monitoring the power supply to look for changes in arc characteristics.
Am i missing the point or is this just a gimmick as i would expect altering the arc length would almost have the same affect as the down slope anyway?
EDIT>
Does anyone know how far you can push this unit on a 13A fuse?
Its not critical as 16A is often possible even if its on the end of a very long cable.
2nd EDIT>
Just looking again an noticed the yellow GYSMI E200 DUAL VOLTAGE MMA WELDER is dual voltage but the white 200A one has the higher duty cycle but only 240v
Duty cycle sounds good (100% at 120A) and it looks to be one of the very few small units with decent PFC (and variable input supply.) edit just seen its only 240v
In an ideal world i would of gone for a Miller or Lincoln Multi process unit for site use, but am on a very limited budget at the moment so Mig features will have to wait.
Was just looking at the user guide and am not to sure how the Tig function works.
http://www.gys.fr/pdf/manual/uk/031432.pdf
I have used scratch start units in the past and at the end of the weld just sharply pulled away then back in with the gas while the pool cools but it looks like this has some sort of down slope feature.
As take from the pdf:-
7. To strike an arc :
a- Touch workpiece with the electrode.
b- Raise the electrode from 2 to 5 mm from the workpiece.
8. At end of the weld :
Up 2 times the arc (up-down-up-down) to start the automatic downslope (see paragraph below).
This movement must be performed in less than 4 sec, at a height of 5 to 10 mm.
Then close the valve to stop the gas after cooling the electrode.
Automatic downslope with adjustable time Function activation :
This function enables to have a clean weld and to avoid cracks and craters at the end of the weld by gradually decreasing the welding current until the arc stops.
By default this function is not activated.
To active it proceed as follow:
1- Press the selector key
2. Adjust the downslope time from 1 to 10 sec (display) using key .
3. Save the required value by pressing the selector key .
Question is has anyone used this feature how does the down slope work, i cant get my head around this bit,
8. At end of the weld :
Up 2 times the arc (up-down-up-down) to start the automatic downslope.
This movement must be performed in less than 4 sec, at a height of 5 to 10 mm.
So does this just mean make the arc longer then back to normal height then longer arc, so as the slope starts.
I presume the machine is constantly monitoring the power supply to look for changes in arc characteristics.
Am i missing the point or is this just a gimmick as i would expect altering the arc length would almost have the same affect as the down slope anyway?
EDIT>
Does anyone know how far you can push this unit on a 13A fuse?
Its not critical as 16A is often possible even if its on the end of a very long cable.
2nd EDIT>
Just looking again an noticed the yellow GYSMI E200 DUAL VOLTAGE MMA WELDER is dual voltage but the white 200A one has the higher duty cycle but only 240v
Last edited:
")
