



mike os
just a little insane.....
- Messages
- 9,809
- Location
- North Wales
I picked up a "cheapo" TIG set a couple of months ago (at a price I could not refuse <£200 inc vat) seems the same as most far east machines but with SWP badge & therefore a hopefully useful warenty. Seems to work OK... but what do I know 

Been messing with it but the old helmet was not up to the job.. not capable of working low enough & generally messing about so bought a SWP helmet rated down to 5Atig,,,,, works a treat, & will keep for tig work. Very comfortable ( well OK only on for an hour) & easy to adjust... pics for anyone looking for a "cheap" but useable lid.
Nice to be able to see what is going on instead of disco lights LOL, it really makes a lot of diference.
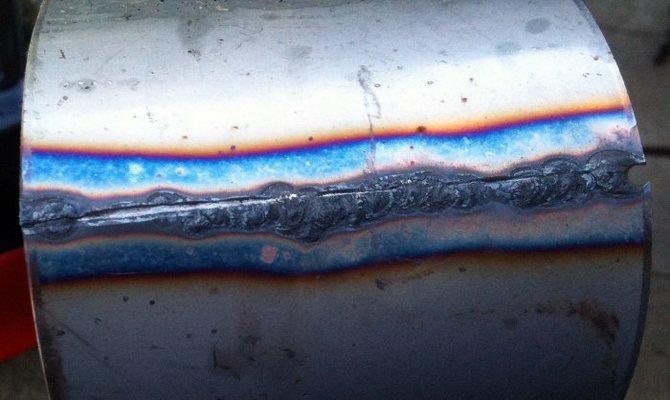
Corner pieces are external corners, for a pipe cover & non structural, relatively low current (20-30a autogenous), strips are 16g working on getting used to the current ( miller site suggests 80-100A for this??) done at 70A, will step it up next time but it just feels like too many amps after mig LOL.
As is the welds themselves are OK I think, but need a bit more filler wire & penetration, although both (did 2 welds) bent in the parent metal outside HAZ when bent towards and away from the weld face, and neither failed at the weld on 2-3 bend cycles.
Tidyness will obviously need some work, also need to fill the pool at the end of the weld better... practice, practice practice.... Amazed at how much like gass welding it feels, but with even more control
Amazed at how much like gass welding it feels, but with even more control
comments/ tips please?
PS deliberately left uncleaned so haz etc can be seen & commented on.
Been messing with it but the old helmet was not up to the job.. not capable of working low enough & generally messing about so bought a SWP helmet rated down to 5Atig,,,,, works a treat, & will keep for tig work. Very comfortable ( well OK only on for an hour) & easy to adjust... pics for anyone looking for a "cheap" but useable lid.
Nice to be able to see what is going on instead of disco lights LOL, it really makes a lot of diference.
Corner pieces are external corners, for a pipe cover & non structural, relatively low current (20-30a autogenous), strips are 16g working on getting used to the current ( miller site suggests 80-100A for this??) done at 70A, will step it up next time but it just feels like too many amps after mig LOL.
As is the welds themselves are OK I think, but need a bit more filler wire & penetration, although both (did 2 welds) bent in the parent metal outside HAZ when bent towards and away from the weld face, and neither failed at the weld on 2-3 bend cycles.
Tidyness will obviously need some work, also need to fill the pool at the end of the weld better... practice, practice practice....
Amazed at how much like gass welding it feels, but with even more controlcomments/ tips please?
PS deliberately left uncleaned so haz etc can be seen & commented on.






 ( my usual proviso with any welding op... if it feels wrong it probably is)
( my usual proviso with any welding op... if it feels wrong it probably is)