



You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Filler rod
- Thread starter Jlg
- Start date
Richard.
Member
- Messages
- 18,347
- Location
- Cambridgeshire
5356 will be fine for it.5556
Roughly the same mag content as 5556.
Jlg
Member
- Messages
- 2,540
- Location
- Cumbria
So 5356 or 5556 I'll se what the shop has5356 will be fine for it.
Roughly the same mag content as 5556.
Brad93
Member
- Messages
- 17,575
- Location
- Essex, United Kingdom
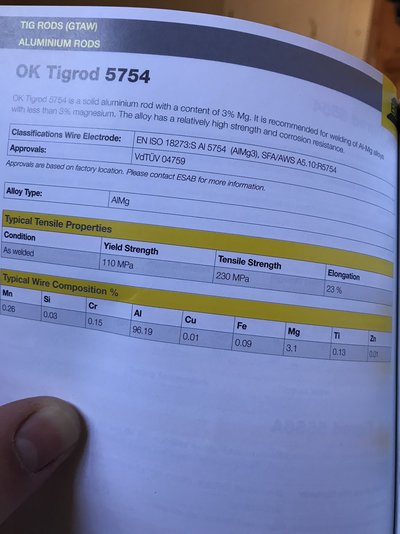
5356 or 5754.
Esab make a like for like consumable ideal for welding 5754 to 5754.
For welding 5754 to a Al-MgSi alloy I would use 5356.
To an AlMg alloy I’d use 5554.
Whilst 5556 would work, you could end up with weld metal a lot, lot stronger than the parent material. 5556 contains up to 0.5-1.0% Mn depending on vendor.
5754 has 0.1-0.5% but typically minimal amounts of Manganese.
Esab make a like for like consumable ideal for welding 5754 to 5754.
For welding 5754 to a Al-MgSi alloy I would use 5356.
To an AlMg alloy I’d use 5554.
5556
Whilst 5556 would work, you could end up with weld metal a lot, lot stronger than the parent material. 5556 contains up to 0.5-1.0% Mn depending on vendor.
5754 has 0.1-0.5% but typically minimal amounts of Manganese.
Richard.
Member
- Messages
- 18,347
- Location
- Cambridgeshire
So you’d get a fair bit of work hardening out of that consumable as well then by the looks of that Mn content.5556 contains up to 0.5-1.0% Mn
Brad93
Member
- Messages
- 17,575
- Location
- Essex, United Kingdom
So you’d get a fair bit of work hardening out of that consumable as well then by the looks of that Mn content.
Probably mate.
Remember them toolboxes? Had some cracking issues so done a fair bit of research into 5754 to 5251 and 6082.
Jlg
Member
- Messages
- 2,540
- Location
- Cumbria
Can you recommend a online supplier for e 5754 tig rod I can't seem to find any one selling it5356 or 5754.
Esab make a like for like consumable ideal for welding 5754 to 5754.
For welding 5754 to a Al-MgSi alloy I would use 5356.
To an AlMg alloy I’d use 5554.
Whilst 5556 would work, you could end up with weld metal a lot, lot stronger than the parent material. 5556 contains up to 0.5-1.0% Mn depending on vendor.
5754 has 0.1-0.5% but typically minimal amounts of Manganese.
Brad93
Member
- Messages
- 17,575
- Location
- Essex, United Kingdom
Can you recommend a online supplier for e 5754 tig rod I can't seem to find any one selling it
Doubt it mate you normally have to go through a distributor. Rapid Welding may be able to get it in for you they do mail order.
Once upon a time you couldn't buy anything online haha.
Also you want to be typing ER5754 not E5754.
E is for electrodes. ER is for bare wire.
Jlg
Member
- Messages
- 2,540
- Location
- Cumbria
I was going to go to my local esab dealer to order them but it takes them weeks to get stuf inJust use 5356 it will work fine.
Jlg
Member
- Messages
- 2,540
- Location
- Cumbria
I just remembered I have a Thomas proctor across the road from home I'll call by and see if they have them or can get them for meDoubt it mate you normally have to go through a distributor. Rapid Welding may be able to get it in for you they do mail order.
Once upon a time you couldn't buy anything online haha.
Also you want to be typing ER5754 not E5754.
E is for electrodes. ER is for bare wire.
Jlg
Member
- Messages
- 2,540
- Location
- Cumbria
I don't buy cheap filler it's all name brand stuff from my local shopsAs brad said just use 5356. You can get that stuff any where but buy some quality stuff not knock off chinese eBay filler that’s been drawn through a sausage meat machine.
Brad93
Member
- Messages
- 17,575
- Location
- Essex, United Kingdom
This is a very useful diagram here which originally came from ESAB iirc.
The reason there are so many filler alloys is there are hundreds of Aluminium alloys and getting it just a few % wrong can end up with the part cracking.
Your 5754 plate is a 5XXX series alloy. It will be highly crack sensitive in the region from 0.5-3% Magnesium. If you take the weld pool chemistry to 5% Mg, it's hardly crack sensitive at all.
So you may be thinking great why don't you just use 5356 for everything?
A number of side effects of 5% Mg occur.
- Excessive weld metal strength compared to parent material.
-Susceptible to stress corrosion cracking.
- Not suitable for high temperature service.
Hence we need alternatives.
Obviously 5754 there is a matching filler alloy with 3.1% Mg - just over the crack sensitive phase.
You could use 5556 as backpurge suggested - its a very high strength alloy and has about 5.0-5.5% Mg taking it well past the crack sensitive region. What I would err on the side of caution with is the amount of manganese though.
Best thing to do would be weld some coupons put them in a press and do some fillet breaks and some butt joint bends.
I'd buy 5356. Its what I would use for a small one off job. If I had hundreds of parts to make or was doing something to a procedure I'd buy 2.5kg of filler but for a one off not worth it.
The reason there are so many filler alloys is there are hundreds of Aluminium alloys and getting it just a few % wrong can end up with the part cracking.
Your 5754 plate is a 5XXX series alloy. It will be highly crack sensitive in the region from 0.5-3% Magnesium. If you take the weld pool chemistry to 5% Mg, it's hardly crack sensitive at all.
So you may be thinking great why don't you just use 5356 for everything?
A number of side effects of 5% Mg occur.
- Excessive weld metal strength compared to parent material.
-Susceptible to stress corrosion cracking.
- Not suitable for high temperature service.
Hence we need alternatives.
Obviously 5754 there is a matching filler alloy with 3.1% Mg - just over the crack sensitive phase.
You could use 5556 as backpurge suggested - its a very high strength alloy and has about 5.0-5.5% Mg taking it well past the crack sensitive region. What I would err on the side of caution with is the amount of manganese though.
Best thing to do would be weld some coupons put them in a press and do some fillet breaks and some butt joint bends.
I'd buy 5356. Its what I would use for a small one off job. If I had hundreds of parts to make or was doing something to a procedure I'd buy 2.5kg of filler but for a one off not worth it.
Richard.
Member
- Messages
- 18,347
- Location
- Cambridgeshire
Wow mate. Spot on info thereThis is a very useful diagram here which originally came from ESAB iirc.
The reason there are so many filler alloys is there are hundreds of Aluminium alloys and getting it just a few % wrong can end up with the part cracking.
Your 5754 plate is a 5XXX series alloy. It will be highly crack sensitive in the region from 0.5-3% Magnesium. If you take the weld pool chemistry to 5% Mg, it's hardly crack sensitive at all.
So you may be thinking great why don't you just use 5356 for everything?
A number of side effects of 5% Mg occur.
- Excessive weld metal strength compared to parent material.
-Susceptible to stress corrosion cracking.
- Not suitable for high temperature service.
Hence we need alternatives.
Obviously 5754 there is a matching filler alloy with 3.1% Mg - just over the crack sensitive phase.
You could use 5556 as backpurge suggested - its a very high strength alloy and has about 5.0-5.5% Mg taking it well past the crack sensitive region. What I would err on the side of caution with is the amount of manganese though.
Best thing to do would be weld some coupons put them in a press and do some fillet breaks and some butt joint bends.
I'd buy 5356. Its what I would use for a small one off job. If I had hundreds of parts to make or was doing something to a procedure I'd buy 2.5kg of filler but for a one off not worth it.
