



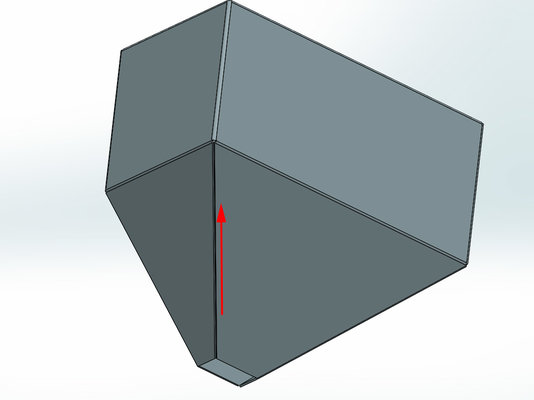
Good morning, just at the moment designing a grain hopper for the farm to go on my seed drill - there not terribly large (450mm h x 250mm w x 500mm d) accept I need to weld 8 of them. Laser cut and bent by a firm, and then my intention was to seam weld using my mig. The design is for 2mm sheet at the moment.
Should this be welded from the outside or inside?
Apart from repairing my Land Rover bulkhead I've not worked with a great deal of sheet steel, and unfortunately all my local steel firms have closed and I'm worried if I don't get this order done now its not going to arrive come May...and I have no steel kicking around to practice (or gas for that matter!)
My intention was to obviously tack weld and then work in sections.
I could get it done in 3mm sheet steel rather than 2mm but apart from the marginal cost increase it make the hopper considerably heavier.
Dad wanted me to put tabs on, bent and then plug welded (given im on a budget so no spot welder) but I think it needs a closed seams given how small clover/chicory can be! I can imaging a small air gap.
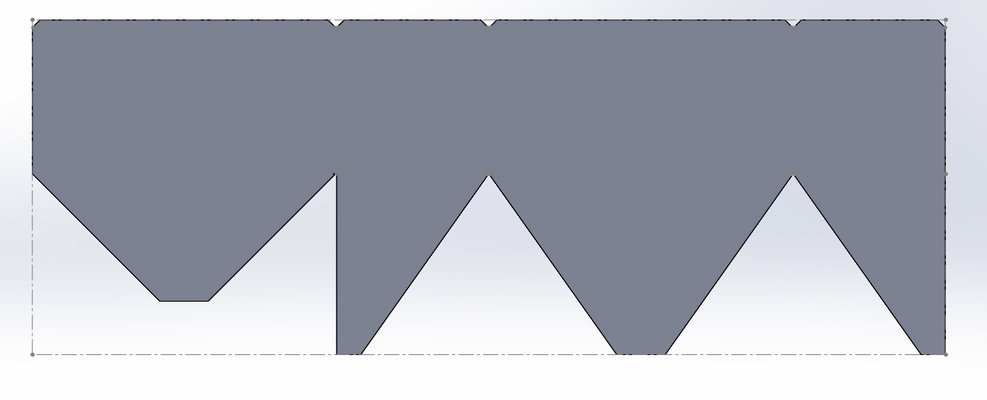
Attached two pictures, the second one is the flat sheet steel which shows the number of seams. Any advice would be appreciated!
Thanks, James
Should this be welded from the outside or inside?
Apart from repairing my Land Rover bulkhead I've not worked with a great deal of sheet steel, and unfortunately all my local steel firms have closed and I'm worried if I don't get this order done now its not going to arrive come May...and I have no steel kicking around to practice (or gas for that matter!)
My intention was to obviously tack weld and then work in sections.
I could get it done in 3mm sheet steel rather than 2mm but apart from the marginal cost increase it make the hopper considerably heavier.
Dad wanted me to put tabs on, bent and then plug welded (given im on a budget so no spot welder) but I think it needs a closed seams given how small clover/chicory can be! I can imaging a small air gap.
Attached two pictures, the second one is the flat sheet steel which shows the number of seams. Any advice would be appreciated!
Thanks, James
")
