



hello
i own a iwm mig 140 wich the motor voltage is to weak from 1 to 5 to get welding with that kind of wire speed. taken on 1 min power setting
1-0,6 v
2-0,95v
3- 1,35 v
4- 1,8 v
5 - 2,3 v
6- 3,6 v
7 - 5,6 v
8- 8,5 v
9- 15.6 v
10- 18,8 V
the specs of the welder
20a/16v - 140a/22v
135a 20% - 78a 60%
230vac 13 amp
it has 4 settings 1min, 2 min, 1max and 2 max
the pcb its a re253 rev03

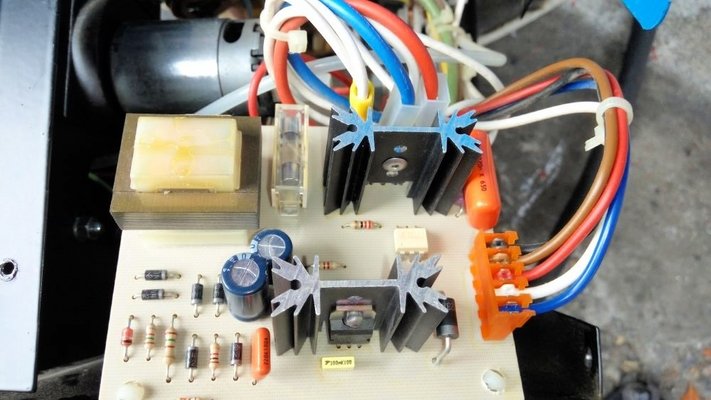
the potenciometer that stands alone is a y512lin 10k
my 3 question are:
first-
Instead of putting another 24v transformer for the motor can i replace this (10k) for a 5k or similar cause on clarks manuals any wire speed starts at 5 up so i can get the voltage of the 5 speed on the 10k on the 1 and 2 with the 5k(half of 10k). As i only complain about the useless for 5 motor speed or less.
Second-
can anyone now that i have the specs of the pcb tell me how to connect the solenoid valve in case i go for euro-torch? maybe a 220vac will be better cause i don´t want o mess the 24vdc from the motor feed. if the potenciometer fails where do i connect the 24vdc?
third-
for the 24vdc motor power supply can i use this of the intermittent on and off will blow the psu?or should i install a 230vac/24vac transformer and a bridge rectifier?

i own a iwm mig 140 wich the motor voltage is to weak from 1 to 5 to get welding with that kind of wire speed. taken on 1 min power setting
1-0,6 v
2-0,95v
3- 1,35 v
4- 1,8 v
5 - 2,3 v
6- 3,6 v
7 - 5,6 v
8- 8,5 v
9- 15.6 v
10- 18,8 V
the specs of the welder
20a/16v - 140a/22v
135a 20% - 78a 60%
230vac 13 amp
it has 4 settings 1min, 2 min, 1max and 2 max
the pcb its a re253 rev03
the potenciometer that stands alone is a y512lin 10k
my 3 question are:
first-
Instead of putting another 24v transformer for the motor can i replace this (10k) for a 5k or similar cause on clarks manuals any wire speed starts at 5 up so i can get the voltage of the 5 speed on the 10k on the 1 and 2 with the 5k(half of 10k). As i only complain about the useless for 5 motor speed or less.
Second-
can anyone now that i have the specs of the pcb tell me how to connect the solenoid valve in case i go for euro-torch? maybe a 220vac will be better cause i don´t want o mess the 24vdc from the motor feed. if the potenciometer fails where do i connect the 24vdc?
third-
for the 24vdc motor power supply can i use this of the intermittent on and off will blow the psu?or should i install a 230vac/24vac transformer and a bridge rectifier?
 .
.