ATGNI
Forum Supporter
- Messages
- 178
- Location
- U.K.
Hello All
I have had the opportunity to buy new Kempi Master Tig MLS from work that’s surplus for requirement it was bought to do a job that was later contracted out so its never been used.
Note I am a electronics engineer and not a welder and so the manual with the machines assumes your an expert welder and does not give details of how to set the machine up for various jobs.
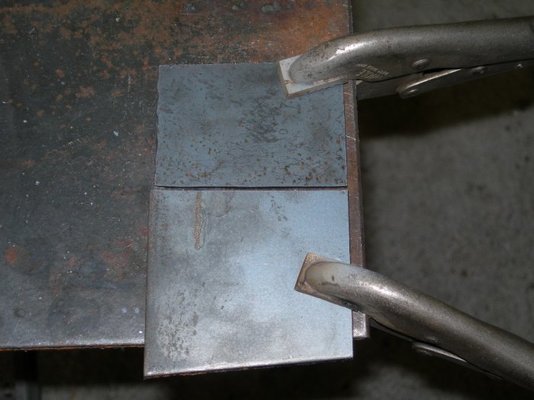
I was trying to get the machine going last night and I did manage to run a couple of beads on some 1mm mild steel sheet. But I have a feeling that something is not quite right.
Sometimes when I fire up the torch the arc appears to come from around the tungsten and inside the torch rather than the off the tip. I have reground it to a sharp point but not sure what flavour it is as it was already in the machine.
My book says that TIG welding is like gas welding, but I am not finding this at all. With a gas torch the heat goes where you aim the torch. This feels more like herding sheep and with the arc going were it wants and me fighting to bring it back in line. Have said all that me beads look great and they pass the bending test, but something not right.
I am a radio engineer - So I can smell HF. I would almost say there is to much HF as I can see the metal sparking all around the work like foil in a microwave (dont try it at home). I assume the machine should switch of the HF once the arc it started.
I am using mild steel 1mm but it has some light rust that I rubbed off before the trial.
Regards Chris.
This is a description of my step:
The work is connected to the – on the machine.
The machine indicates –DC on the arc type.
I am using the quick start function were I just select the welding current and the machine does the rest. (I Hope)
I have HF start selected
I have the torch set for 2T.
Using argon
Have foot pedal but not connected.
I have had the opportunity to buy new Kempi Master Tig MLS from work that’s surplus for requirement it was bought to do a job that was later contracted out so its never been used.
Note I am a electronics engineer and not a welder and so the manual with the machines assumes your an expert welder and does not give details of how to set the machine up for various jobs.
I was trying to get the machine going last night and I did manage to run a couple of beads on some 1mm mild steel sheet. But I have a feeling that something is not quite right.
Sometimes when I fire up the torch the arc appears to come from around the tungsten and inside the torch rather than the off the tip. I have reground it to a sharp point but not sure what flavour it is as it was already in the machine.
My book says that TIG welding is like gas welding, but I am not finding this at all. With a gas torch the heat goes where you aim the torch. This feels more like herding sheep and with the arc going were it wants and me fighting to bring it back in line. Have said all that me beads look great and they pass the bending test, but something not right.
I am a radio engineer - So I can smell HF. I would almost say there is to much HF as I can see the metal sparking all around the work like foil in a microwave (dont try it at home). I assume the machine should switch of the HF once the arc it started.
I am using mild steel 1mm but it has some light rust that I rubbed off before the trial.
Regards Chris.
This is a description of my step:
The work is connected to the – on the machine.
The machine indicates –DC on the arc type.
I am using the quick start function were I just select the welding current and the machine does the rest. (I Hope)
I have HF start selected
I have the torch set for 2T.
Using argon
Have foot pedal but not connected.