Milkybars
Member
- Messages
- 1,151
- Location
- Essex
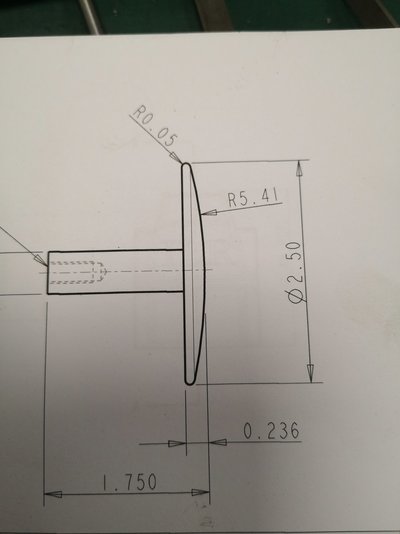
Looking for a bit of assistance, got a few of these to make (out of 304 stainless)
Currently I have enough material for 1, so mondays task will be to source some more.
Anyway, I have never done this before and wondered if someone could assist with guidance on programing the DRO. The little ball turning attachment won't assist me on this occasion
Currently I have enough material for 1, so mondays task will be to source some more.
Anyway, I have never done this before and wondered if someone could assist with guidance on programing the DRO. The little ball turning attachment won't assist me on this occasion